Was sich mit dem µCMM NEO ändert
Die Messtechnik im Mikrobereich war technisch noch nie so leistungsfähig wie heute. Und trotzdem bleibt in vielen Produktionsumgebungen ein Problem bestehen: Die Messung ist zwar präzise, aber nicht immer zuverlässig reproduzierbar. Ergebnisse unterscheiden sich zwischen Bedienerinnen und Bedienern. Komplexe Geometrien sind schwer zugänglich. Und selbst wenn eine Messaufgabe grundsätzlich lösbar ist, fehlt oft genau dort die nötige Sicherheit, wo es wirklich darauf ankommt: in kritischen Toleranzbereichen, an schwer erreichbaren Merkmalen und unter realen Produktionsbedingungen.
Wer Mikrogeometrien in der Praxis misst – sei es im Werkzeugbau, an Mikrobohrungen, an funktionalen Oberflächen oder an komplexen Bauteilmerkmalen –, kennt diese Situation. Das eigentliche Problem ist meist nicht die Auflösung des Systems. Das Problem ist, Mikro-Messungen in der Produktion wiederholbar und belastbar zu machen.
Genau an diesem Punkt setzt das µCMM NEO an.
Unter kontrollierten Laborbedingungen liefern viele Messsysteme sehr gute Ergebnisse. In der Produktion gelten jedoch andere Rahmenbedingungen. Bauteile variieren. Aufspannungen ändern sich. Bedienpersonal wechselt. Zeitdruck kommt dazu. Und genau dann beginnen Messergebnisse zu streuen. Die Ursache liegt oft nicht im Messprinzip selbst, sondern im gesamten Prozess rund um die Messung: in der Positionierung des Bauteils, in der Zugänglichkeit der Geometrie und nicht zuletzt darin, wie stark das Ergebnis vom Erfahrungswissen der Bedienperson abhängt.
Damit entsteht ein kritischer Effekt: Das Messergebnis wird nicht mehr ausschließlich vom Bauteil bestimmt, sondern auch vom Weg dorthin. Und genau hier geht Wiederholbarkeit verloren.
dieSonne-024-1800x1200.webp "Einspritzdüse eingespannt im µCMM NEO")
Sie möchten sehen, wie wiederholbare Mikro-Messungen in der Praxis aussehen?
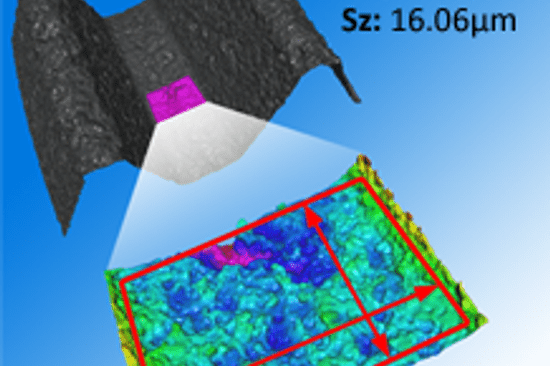
Besonders deutlich wird das bei messtechnisch anspruchsvollen Geometrien. Dazu zählen unter anderem Mikrobohrungen, tiefe Merkmale, steile Flanken und komplexe Konturen. Solche Strukturen finden sich in vielen Branchen – von Präzisionswerkzeugen über Einspritzdüsen bis hin zu funktionalen Formeinsätzen und hochgenauen Fertigungskomponenten. Die Herausforderung ist dabei fast immer dieselbe: Diese Merkmale sind schwer zugänglich, empfindlich gegenüber Lageabweichungen und befinden sich oft genau in den Bereichen, in denen schon kleinste Abweichungen funktional relevant werden. Zuverlässige Messergebnisse sind hier deshalb nicht nur eine Frage der Genauigkeit.
Es geht vor allem um Stabilität, Zugänglichkeit und Wiederholbarkeit.
Wie das bei realen Anwendungen von Einspritzdüsen aussieht, zeigt bereits unser Blogbeitrag zu genau diesem Thema.
Viele herkömmliche Messansätze versuchen, diese Herausforderungen durch mehr Leistungsdaten zu lösen: höhere Auflösung, mehr Messpunkte, zusätzliche Messstrategien. Das klingt zunächst logisch, löst das Grundproblem aber oft nicht. Stattdessen steigt die Komplexität. Mehr Aufwand bei der Einrichtung. Mehr Potenzial für Streuung. Mehr Abhängigkeit vom Know-how einzelner Personen.
Hinzu kommt ein zweiter Punkt: die Art der Datenerfassung. In der klassischen Koordinatenmesstechnik werden Geometrien häufig über ausgewählte Punkte erfasst und daraus rekonstruiert. Bei einfachen Merkmalen funktioniert das gut. Je komplexer die Bauteilgeometrie jedoch wird, desto deutlicher zeigt sich die Grenze dieses Prinzips. Denn kritische Abweichungen entstehen nicht nur an den gemessenen Punkten – sondern oft genau dazwischen.
Mit dem µCMM NEO ändert sich der Blick auf die Messaufgabe grundlegend. Statt einzelne Leistungsparameter zu optimieren, ist das System darauf ausgelegt, Mikro-Messungen unter realen Produktionsbedingungen zuverlässig reproduzierbar zu machen. Das zeigt sich in mehreren Punkten. Das µCMM NEO arbeitet flächenbasiert statt rein punktbasiert. Komplexe Geometrien, tiefe Merkmale und steile Strukturen lassen sich direkt erfassen, statt nur näherungsweise zu rekonstruieren. Gleichzeitig werden Messabläufe so geführt, dass sie weniger von individueller Erfahrung abhängen. Das reduziert Streuung zwischen unterschiedlichen Bedienpersonen und schafft mehr Sicherheit im Alltag. Der entscheidende Unterschied ist also nicht nur, dass etwas gemessen werden kann, sondern wie zuverlässig es gemessen werden kann.
Die eigentliche Frage lautet nicht mehr:
"Können wir dieses Merkmal messen?"
Sondern:
"Können wir es reproduzierbar messen – jedes Mal?"
dieSonne-120-2400x1599.webp "Präzisionsformwerkzeug gemessen mit dem µCMM NEO (Stempel)")
Stempel-Messung mit dem µCMM NEO
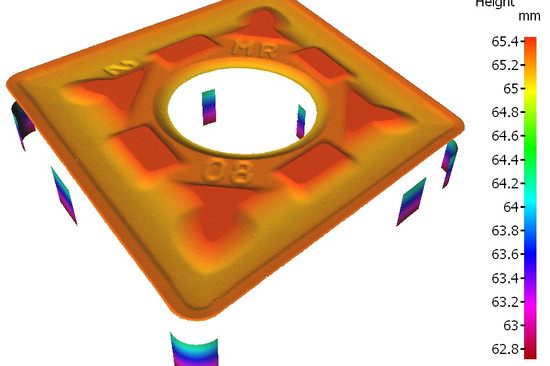
dieSonne-055-2400x1599.webp "Messung einer Senkerodierelektrode (EDM electrode)")
Messung einer Senkerodierelektrode
Sie möchten sehen, wie das bei komplexen Mikrogeometrien konkret aussieht?
Gerade in Anwendungen, in denen kleinste Abweichungen große Auswirkungen haben, ist dieser Unterschied entscheidend. Bei Einspritzdüsengeometrien beeinflussen schon minimale Form- oder Lageabweichungen die spätere Funktion. Im Werkzeug- und Formenbau entscheiden Oberflächenqualität, Konturtreue und stabile Geometrien über Bauteilqualität, Standzeit und Prozesssicherheit.
Und genau hier stoßen klassische Messansätze besonders häufig an ihre Grenzen – während neue, flächenbasierte und prozesssichere Messkonzepte ihren Vorteil ausspielen.
Weil sie stark von Einspannung, Zugänglichkeit und Bedienereinfluss abhängen – und nicht nur von der technischen Genauigkeit des Messsystems.
Weil ihre Geometrie die Zugänglichkeit einschränkt und Lageabweichungen oder kleine Prozessschwankungen stärker ins Gewicht fallen.
Weil sie vollständige Geometriedaten liefert und kritische Abweichungen nicht nur an einzelnen Messpunkten, sondern über die gesamte funktionale Fläche sichtbar macht.
Durch die Kombination aus flächenbasierter Datenerfassung, hoher Zugänglichkeit komplexer Merkmale und Messabläufen, die weniger vom individuellen Erfahrungsstand der Bedienperson abhängen.

Jede Messaufgabe ist anders.
Aber die Anforderung ist immer dieselbe: Ergebnisse müssen nicht nur präzise, sondern auch belastbar sein.
Wenn Sie sehen möchten, wie sich dieser Ansatz auf Ihre konkrete Anwendung übertragen lässt, ist der direkteste Weg eine Live-Demonstration.


dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg)

-550x366.jpeg)






dieSonne-268-550x366.jpg)