Was Hochleistungsformen wirklich ausmacht – und warum führende Formenbauer ihre Qualitätssicherung neu denken
Im Formenbau spricht jeder über Präzision. Doch was entscheidet tatsächlich darüber, ob eine Spritzgussform über Hunderttausende – oder gar Millionen – Zyklen hinweg zuverlässig läuft? Dieser Artikel beleuchtet die oft übersehenen, aber entscheidenden Faktoren, die die Leistungsfähigkeit von Werkzeugen und die langfristige Bauteilqualität in Anwendungen wie Verpackung, Lebensmittel, Medizintechnik, Elektronik und Konsumgüter prägen.
Für viele Formenbauer ist "Qualität" noch immer gleichbedeutend mit engen Fertigungstoleranzen. In der Praxis sind Toleranzen jedoch nur ein Teil eines deutlich größeren Leistungsbildes. Steigende Kundenanforderungen und immer längere Produktionsläufe stellen neue Erwartungen an den Werkzeugbau: vorhersagbare Werkzeugstandzeiten, reproduzierbare Oberflächenqualität, stabile Maßhaltigkeit und nachvollziehbare Qualitätsdokumentation.
Eine Spritzgussform kann das Werkzeugzimmer perfekt innerhalb der Spezifikation verlassen – doch wie verhält sie sich nach 150.000 oder 500.000 Schuss?
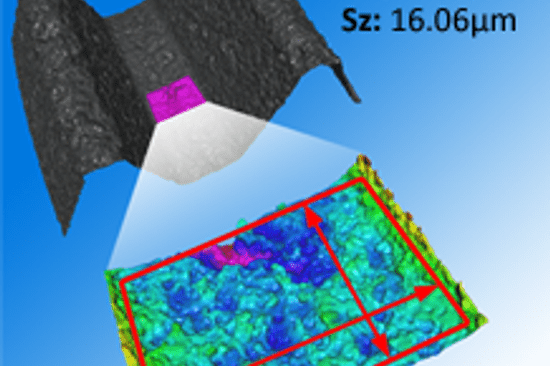
Die Oberflächentopografie beeinflusst Fließverhalten, Entformung, Reibung, Verschleiß und Bauteiloptik gleichermaßen.
Klassische Qualitätskontrollen erfassen häufig nur wenige Messpunkte – lokale Abweichungen bleiben dabei oft unentdeckt.
Kunden erwarten heute, dass Wartungsintervalle datenbasiert prognostiziert werden – nicht auf Basis von Erfahrung allein.


Im High-End-Formenbau entsteht der Wettbewerbsvorteil längst nicht mehr durch wenige exakt gemessene Kontrollpunkte, sondern durch das vollständige Verständnis der gesamten Werkzeugoberfläche und -geometrie. Fortschrittliche Formenbauer haben sich von punktuellen oder profilbasierten Prüfmethoden verabschiedet und erfassen vollständige 3D-Datensätze, die das reale funktionale Verhalten des Werkzeugs widerspiegeln.
Statt isolierte Merkmale zu messen, analysieren sie:

Der Wechsel zu vollflächigen 3D-Daten verschafft Formenbauern ein neues Maß an Kontrolle. Statt erst zu reagieren, wenn ein Werkzeug aus der Produktion zurückkommt, lassen sich hochbelastete oder verschleißkritische Bereiche gezielt überwachen und belastbare Referenzzustände dokumentieren. Das Ergebnis: höhere Prozessstabilität, weniger Überraschungen und eine messbare Reduktion von Korrekturschleifen und ungeplanten Wartungen.
Auch wenn jedes Werkzeug individuell ist, zeigen branchenweite Analysen, dass funktionale Abweichungen und frühzeitiger Verschleiß vor allem in wenigen kritischen Zonen auftreten – genau dort, wo klassische QS-Methoden oft an ihre Grenzen stoßen.
Schon minimale Abflachungen, Welligkeiten oder Verschleißspuren – mit bloßem Auge nicht sichtbar – können zu Gratbildung oder Dichtproblemen führen. Vollflächige 3D-Inspektionen machen Mikroabweichungen frühzeitig sichtbar.
Kanten sind oft die ersten Bereiche mit messbarem Verschleiß, insbesondere bei hohem Einspritzdruck oder mechanischer Belastung. Selbst kleine Radiusänderungen beeinflussen Entformungskräfte und Bauteilgeometrie. Hochauflösende 3D-Messungen ermöglichen eine präzise Überwachung über definierte Schusszahlen hinweg.
EDM-Flächen können Mikrokrater, Poren oder thermische Schädigungen verbergen. Lasertexturen müssen über die gesamte Kavität hinweg homogen sein. Areale 3D-Messungen decken Inhomogenitäten auf, die Profilmessungen vollständig übersehen würden.
Was für den Bediener wie ein perfekter Spiegel wirkt, kann mikroskopische Kratzer oder Welligkeit enthalten – sichtbar auf hochglänzenden Kunststoffteilen. 3D-Topografie zeigt objektiv, ob Polierprozesse die geforderte Gleichmäßigkeit erreichen und langfristig halten.
Kleinste Änderungen in Geometrie oder Rauheit beeinflussen Fließverhalten, Füllmuster und Auswerferspuren. Vollständige 3D-Datensätze zeigen, ob diese Bereiche unter Produktionsbelastung stabil bleiben.
Kurz gesagt: Die kritischsten Zonen einer Spritzgussform sind selten flach oder einfach messbar – haben aber den größten Einfluss auf Standzeit und Bauteilqualität.
In Märkten wie Verpackung, Lebensmittel, Medizintechnik, Automotive und Konsumgüter gehen OEM-Erwartungen längst über "eine formgetreue Lieferung" hinaus. Formenbauer sollen mit derselben Prozesssicherheit und Dokumentation arbeiten wie industrielle Serienfertiger.
Dazu gehören:
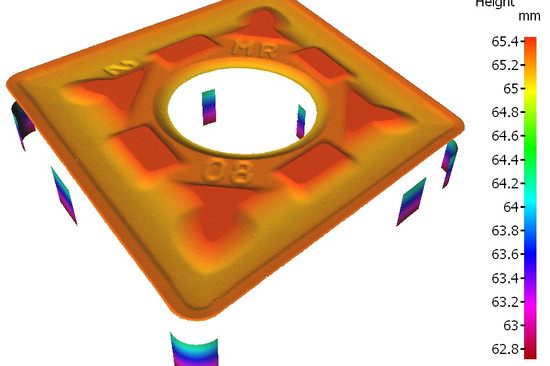
OEMs verlangen zunehmend vollständige 3D-Abweichungskarten kritischer Merkmale – nicht nur punktuelle KMG-Messungen.
Gerade bei Mehrkavitätenwerkzeugen werden selbst kleinste Abweichungen sofort sichtbar. Kavitäten-zu-Kavitäten-Vergleiche auf Basis arealer Rauheitskennwerte werden zum Standard.
Erodierte, polierte und strukturierte Flächen müssen gemäß ISO 25178 bewertet werden. Ein einzelner Ra-Wert reicht für fundierte Qualitätsentscheidungen nicht mehr aus.
OEMs erwarten belastbare Aussagen darüber, wann Wartung erforderlich wird – basierend auf Verschleißtrends, nicht auf Bauchgefühl.
Jede Nacharbeit nach der Abmusterung kostet Zeit und Geld. Formenbauer, die von Beginn an vollständige Oberflächendaten liefern, reduzieren Korrekturschleifen drastisch – und gewinnen schneller Vertrauen.
Viele Formenbauer fertigen auch Stempel und Matrizen – mit noch engeren Toleranzen, härteren Werkstoffen und anderen Verschleißmechanismen. Wenn Ihr Portfolio auch Hochpräzisions-Stanz- oder Biegewerkzeuge umfasst, empfehlen wir unseren dedizierten Pillar-Artikel zu Präzisionsformwerkzeugen. Er erweitert die Diskussion und bietet eine fundierte technische Basis für Anwender in beiden Bereichen.

Offene Sandgussform mit sichtbarer Innenstruktur
Ein technisches Thema wird erst greifbar, wenn reale Daten sichtbar werden. Deshalb stellen wir einen beispielhaften Messbericht zur Verfügung – mit hochauflösender Analyse von:
Dieser Bericht zeigt, wie hochdichte 3D-Daten bessere Entscheidungen ermöglichen – von der Erstabnahme bis zur lebenszyklusbegleitenden Überwachung.


dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg)

-550x366.jpeg)




-550x366.jpeg)

dieSonne-268-550x366.jpg)