Umfassender Leitfaden zu Stanzwerkzeugen, Umformwerkzeugen & Gewinderollwerkzeugen
Formwerkzeuge sind das heimliche Rückgrat der modernen Fertigung. Ob in der Automobil-, Elektronik- oder Medizintechnik – die Präzisionswerkzeugfertigung sorgt dafür, dass Millionen von Teilen mit Genauigkeit, Effizienz und Konsistenz hergestellt werden. Aber was genau sind Formwerkzeuge? Wie werden sie hergestellt? In welchen Maschinen kommen sie zum Einsatz? Und wie passen Begriffe wie Spiel, Standzeit oder Gewinderollwerkzeuge in die tägliche Produktion?
Dieser Artikel bietet eine umfassende Einführung in die Welt der Präzisionswerkzeuge: mit Begriffen, Verfahren, Anwendungen und Herausforderungen, die jeder Fachmann kennen sollte.
In diesem Blogbeitrag erfahren Sie:
1️⃣ Grundlagen der Präzisionsformwerkzeugherstellung
Was sind Präzisionsformwerkzeuge?
Arten von Werkzeugen und ihre Anwendungen
Folgeverbundwerkzeuge und Verbundwerkzeuge
2️⃣ Technologien und Verfahren zur Herstellung von Formwerkzeugen
Grundlegende Begriffe in der Präzisionswerkzeugherstellung
Der Prozess der Präzisionswerkzeugherstellung
3️⃣ Verschleiß, Defekte und Qualitätskontrolle bei Werkzeugen
Typische Stanzfehler, die mit Formwerkzeugen in Verbindung stehen
Lebenszyklus und Wartung von Formwerkzeugen
4️⃣ Präzisionsformwerkzeuge in industriellen Anwendungen
Branchen, die auf Präzisionsformwerkzeuge angewiesen sind
Häufige Fragen zu Präzisionsformwerkzeugen
5️⃣FAQ: Technische Fragen zu Präzisionswerkzeugen
#1 Welche Materialien werden im Präzisionswerkzeugbau verwendet?
#2 Was ist der Unterschied zwischen Stanzwerkzeugen und Gewinderollwerkzeugen?
#3 Wie lange hält ein Präzisionswerkzeug?
#4 Was sind typische Toleranzen in der Werkzeugherstellung?
#5 Was verursacht Werkzeugverschleiß und Stanzfehler?
#6 Welche Maschinen werden zur Herstellung von Präzisionsformwerkzeugen verwendet?
#7 Welche Branchen sind am stärksten auf Präzisionsformwerkzeuge angewiesen?
6️⃣ Vom Werkzeugdesign zur Produktionsqualität
Abschließende Gedanken: Vom Werkzeugdesign zur Produktionsqualität
Ein Formwerkzeug ist ein spezialisiertes Fertigungswerkzeug, das Material – meist Blech, Draht oder Kunststoff – schneidet, formt oder in eine definierte Geometrie bringt.
Präzisionswerkzeuge zeichnen sich durch:
Kurz gesagt:
Werkzeuge bestimmen maßgeblich die Qualität der produzierten Bauteile.
3 wesentliche Unterschiede zu Standardwerkzeugen:
Kurz gesagt: Werkzeuge sind nicht nur Hilfsmittel – sie sind die DNA der Produktionsqualität.

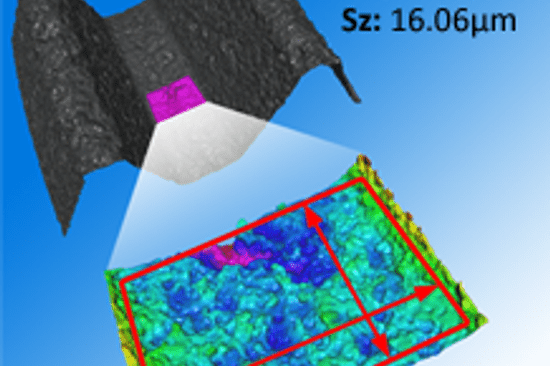
3D Daten eines Stempels
Möchten Sie verstehen, wie die Qualität von Präzisionsformwerkzeugen in der Praxis überprüft wird?
👉 Entdecken Sie unseren Application Guide
Zweck: Zum Schneiden und Umformen von Blechteilen eingesetzt.
Typische Anwendungen:
Zweck: Zum Biegen, Tiefziehen oder Strecken von Blech in dreidimensionale Formen.
Typische Anwendungen:
Mehr erfahren: Messbericht zu Formwerkzeugen
Stanz- und Umformwerkzeuge sind meist Teil desselben Fertigungsprozesses und stellen daher ähnliche Messaufgaben. Weitere Informationen finden Sie unten.
Zweck: Zum Formen von Außengewinden an Schrauben und Bolzen durch Materialverdrängung. Im Gegensatz zum spanenden Gewindeschneiden bleibt die Faserstruktur erhalten. Das erhöht die Festigkeit.
Typische Anwendungen:
Erfahren Sie mehr: Messbericht zu Gewinderollwerkzeugen
Zweck: Formgebung erhitzter Bolzen oder Blöcke zu Profilen, indem das Material durch eine Matrizenöffnung gepresst wird.
Typische Anwendungen:
Ein Folgeverbundwerkzeug ist so ausgelegt, dass es mehrere Arbeitsschritte aufeinanderfolgend in einem einzigen Werkzeug ausführt, während ein Metallband kontinuierlich durch die Presse transportiert wird.
In der Praxis läuft der Prozess folgendermaßen ab:
Der große Vorteil:
Mehrere Bearbeitungsschritte erfolgen automatisch und ohne manuelles Eingreifen.
Dadurch sind Folgeverbundwerkzeuge besonders geeignet für:
Sie kommen vor allem dann zum Einsatz, wenn Schneiden, Biegen und Formen in einem kontinuierlichen Prozess kombiniert werden sollen.
Hauptmerkmale von Folgeverbundwerkzeugen:
Im Gegensatz zum Folgeverbundwerkzeug werden bei einem Schnittwerkzeug mehrere Arbeitsschritte gleichzeitig in einer einzigen Station pro Presshub ausgeführt.
Typische Anwendungen sind:
Dadurch eignen sich Schnittwerkzeuge besonders für flache und symmetrische Bauteile.
Da alle Bearbeitungsschritte in einer Station stattfinden, ermöglichen sie:
Für komplexe Bauteile mit mehreren aufeinanderfolgenden Umformschritten sind sie jedoch weniger flexibel als Folgeverbundwerkzeuge.
Wer im Präzisionsformwerkzeugbau arbeitet oder neu in dieses Fachgebiet einsteigt, sollte die wichtigsten Begriffe kennen. Sie sind grundlegend für Konstruktion, Fertigung und Qualitätssicherung.

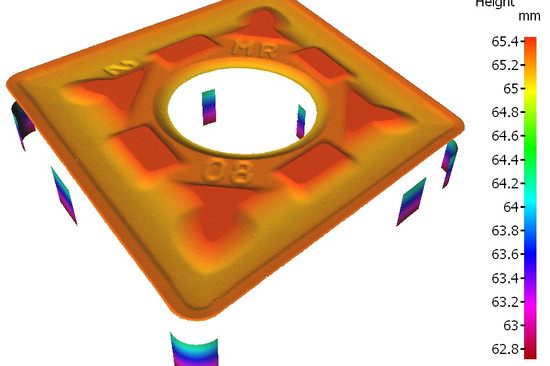
3D Daten eines 3-fach Stanzeinsatz

Materialzuführung ➡️
Stanzpresse ➡️
Optische Inspektion und Laserkennzeichnung




Präzisionswerkzeuge müssen sorgfältig konstruiert und regelmäßig gewartet werden, um typische Fehler zu vermeiden, wie zum Beispiel:
Das Verständnis dieser Fehlermechanismen ist entscheidend für Prozessingenieure und Werkzeugkonstrukteure, um Qualität, Standzeit und Prozessstabilität langfristig sicherzustellen.
Die Lebensdauer eines Präzisionswerkzeugs hängt maßgeblich vom eingesetzten Werkstoff, der Oberflächenbeschichtung und den jeweiligen Prozessbedingungen ab. In der Praxis kann die Standzeit stark variieren – von wenigen tausend Hüben unter anspruchsvollen Bedingungen bis hin zu mehreren Millionen Zyklen in optimierten Produktionsumgebungen.
Um eine konstant hohe Leistung sicherzustellen, setzen Hersteller auf regelmäßige Wartungsmaßnahmen wie:
Diese Strategien helfen, Verschleiß frühzeitig zu minimieren, bevor es zu Qualitätsproblemen oder ungeplanten Stillständen kommt.
Aus wirtschaftlicher Sicht gilt es, Wartungskosten sorgfältig gegen einen vollständigen Werkzeugersatz abzuwägen. Ziel ist es, Produktivität und Kosteneffizienz über den gesamten Lebenszyklus des Werkzeugs hinweg in Einklang zu halten.
Automobilindustrie: Karosseriebleche, Motorbauteile, Verbindungselemente
Elektronik: Mikrosteckverbinder, Abschirmkomponenten
Medizintechnik: Chirurgische Instrumente, Präzisionsschrauben, Implantate
Luft- und Raumfahrt: Hochfeste Befestigungselemente, Leichtbaukomponenten
Konsumgüter: Haushaltsgeräte, Smartphone-Gehäuse
Jede Branche stellt dabei eigene, spezifische Anforderungen an Toleranzen, Werkzeugwerkstoffe und Standzeiten.
Automobilindustrie
Elektronik
Medizintechnik
Luft- und Raumfahrt
Konsumgüter
Die Wahl des Werkzeugmaterials ist einer der entscheidendsten Faktoren im Präzisionswerkzeugbau, da sie direkten Einfluss auf Standzeit, Bauteilqualität und Wartungsintervalle hat.
Am häufigsten kommen Werkzeugstähle wie D2, H13 oder M2 zum Einsatz. Diese Stähle sind speziell dafür ausgelegt, den hohen Belastungen beim Schneiden und Umformen standzuhalten.
D2-Werkzeugstahl zeichnet sich durch eine besonders hohe Verschleißfestigkeit aus und wird häufig für Stanzwerkzeuge in der Großserienproduktion eingesetzt.
H13 bietet eine hohe Temperaturbeständigkeit und eignet sich daher besonders für Anwendungen, bei denen Werkzeuge hohen thermischen Belastungen ausgesetzt sind.
Für Anwendungen mit besonders hohen Anforderungen an die Standzeit werden häufig Hartmetallwerkzeuge eingesetzt. Hartmetall ist deutlich härter als Werkzeugstahl und bietet eine hervorragende Verschleißfestigkeit. Allerdings ist es auch teurer und spröder. Solche Werkzeuge kommen häufig in hochpräzisen Anwendungen zum Einsatz, beispielsweise beim Gewinderollen von Verbindungselementen in der Luft- und Raumfahrt.
Eine zusätzliche Schutzschicht bieten Oberflächenbeschichtungen. Beschichtungen wie Titannitrid (TiN), Chromnitrid (CrN) oder Diamond-Like Carbon (DLC) reduzieren die Reibung zwischen Werkzeug und Werkstück, minimieren adhäsiven Verschleiß und verlängern die Standzeit des Werkzeugs. Besonders bei Hochgeschwindigkeits-Stanz- und Umformprozessen spielen solche Beschichtungen eine wichtige Rolle.
Kurz gesagt:
Werkzeugstähle bilden die Grundlage, Hartmetalle erhöhen die Leistungsfähigkeit unter anspruchsvollen Bedingungen, und Beschichtungen verlängern die Standzeit zusätzlich.

Präzision im Fokus: Messung von Gewinderollwerkzeugen mit dem InfiniteFocus G6
Obwohl beide zur Kategorie der Präzisionswerkzeuge gehören, unterscheiden sich ihr Zweck und ihre Funktionsweise grundlegend.
Stanzwerkzeuge werden hauptsächlich zum Schneiden und Umformen von Blech eingesetzt. Sie bestehen aus Stempeln und Matrizen, die das Material schneiden oder biegen, um die gewünschte Form zu erzeugen.
Typische Anwendungen sind:
Kurz gesagt: Beim Stanzen wird flaches Blechmaterial in eine definierte Form gebracht.
Gewinderollwerkzeuge hingegen dienen zur Herstellung von Außengewinden an Verbindungselementen wie Schrauben oder Bolzen. Im Gegensatz zum Stanzen wird hierbei kein Material entfernt. Stattdessen wird das Gewindeprofil durch Kaltumformung unter hohem Druck in das Material eingeprägt.
Dadurch entstehen besonders stabile Gewinde, weil:
Gewinderollwerkzeuge gibt es hauptsächlich in zwei Ausführungen:
Die Standzeit eines Präzisionswerkzeugs kann stark variieren und hängt von mehreren Faktoren ab:
Ein einfaches Stanzwerkzeug aus konventionellem Werkzeugstahl hält unter Umständen nur wenige tausend Hübe, bevor es nachgeschliffen oder ersetzt werden muss.
Im Gegensatz dazu kann ein hartmetallbestücktes Werkzeug, das unter optimalen Bedingungen eingesetzt wird – mit geeigneter Schmierung, kontrollierter Pressgeschwindigkeit und optimal abgestimmtem Schneidspalt – mehrere Millionen Hübe erreichen, ohne signifikanten Verschleiß zu zeigen.
Auch die jeweilige Anwendung beeinflusst die Werkzeugstandzeit erheblich. Gewinderollwerkzeuge, die beispielsweise in der Produktion hochfester Verbindungselemente eingesetzt werden, sind extremen mechanischen Belastungen ausgesetzt. Dadurch können sie schneller verschleißen als Werkzeuge, die weichere Bleche umformen.
Durch vorbeugende Wartungsmaßnahmen lässt sich die Standzeit jedoch deutlich verlängern. Dazu gehören:
Neben den technischen Aspekten spielt auch die Wirtschaftlichkeit eine wichtige Rolle. Unternehmen müssen die höheren Anschaffungskosten hochwertiger Werkzeuge gegen deren längere Lebensdauer abwägen.
Investitionen in bessere Materialien und Beschichtungen können sich langfristig auszahlen, da sie:
Toleranzen bestimmen, mit welcher Genauigkeit ein Werkzeug Bauteile fertigen kann. In vielen Industrien werden die Toleranzen im Präzisionswerkzeugbau im Mikrometerbereich angegeben.
Für allgemeine Anwendungen liegen die Toleranzen meist bei etwa ±10–20 Mikrometern.
In Branchen wie Luft- und Raumfahrt, Medizintechnik oder Elektronik sind jedoch deutlich engere Toleranzen erforderlich – oft im Bereich von ±2–5 Mikrometern.
Beispiele:
Das Erreichen solcher Präzision hängt nicht nur vom Werkzeugdesign, sondern auch von der Genauigkeit der Fertigungsprozesse ab.
Häufig eingesetzte Verfahren sind:
Diese Technologien ermöglichen äußerst feine Details und eine hohe Wiederholgenauigkeit. Auch Umgebungsfaktoren wie die Temperaturkontrolle während der Produktion können die Maßhaltigkeit eines Werkzeugs beeinflussen.
Letztlich gilt:
Je enger die geforderten Toleranzen sind, desto höher sind die Anforderungen an Maschinen, Werkstoffe und das Know-how der Werkzeugmacher.
Werkzeugverschleiß ist ein unvermeidlicher Teil des Lebenszyklus eines Formwerkzeugs. Wenn jedoch die Ursachen verstanden werden, lässt sich die Standzeit verlängern und kostspielige Bauteilfehler können vermieden werden.
Die vier häufigsten Verschleißmechanismen sind:
Mit fortschreitendem Verschleiß treten häufig Stanzfehler auf, zum Beispiel:
Eine ungünstige Werkzeugkonstruktion, ein falscher Schneidspalt zwischen Stempel und Matrize oder unzureichende Schmierung können Verschleiß und Fehler zusätzlich beschleunigen.
Daher sind proaktive Überwachung und regelmäßige Wartung entscheidend.
Wer die Ursachen von Werkzeugverschleiß versteht, kann gezielt gegensteuern – wie durch eine optimierte Auswahl von Werkzeugstählen, geeignete Beschichtungen oder angepasste Prozessparameter, um die Leistungsfähigkeit des Werkzeugs zu maximieren.
Erfahren Sie in diesem Blogartikel, wie Messsysteme von Bruker Alicona dazu beitragen können, die Leistungsfähigkeit von Werkzeugen zu verbessern:
👉Die Geheimnisse überragender Qualität von Präzisionsformwerkzeugen
Die Herstellung eines Präzisionswerkzeugs ist ein mehrstufiger Prozess, der traditionelles handwerkliches Know-how mit modernen Fertigungstechnologien kombiniert.
Nach der Fertigung werden die Werkzeuge in Stanzpressen, Umformpressen oder Gewinderollmaschinen eingebaut und getestet. Auf diese Weise wird überprüft, ob die produzierten Bauteile die geforderten Toleranzen und Qualitätsstandards erfüllen.
Nahezu jeder industrielle Fertigungssektor ist auf Präzisionswerkzeuge angewiesen. Ihre Rolle und die Anforderungen an sie unterscheiden sich jedoch je nach Branche.
Jede dieser Branchen stellt spezifische Anforderungen an Standzeit, Toleranzen und Werkstoffauswahl der Werkzeuge. Während in der Automobilindustrie vor allem hohe Produktionsvolumen im Vordergrund stehen, sind in der Luft- und Raumfahrt extreme Präzision und in der Medizintechnik höchste Sicherheits- und Qualitätsstandards entscheidend. Diese Vielfalt unterstreicht die Bedeutung eines fundierten Verständnisses der Grundlagen des Präzisionswerkzeugbaus in unterschiedlichen Anwendungen.
Der Präzisionswerkzeugbau ist ein zentraler Bestandteil der modernen Industrie. Werkzeuge bestimmen die Produktqualität, ermöglichen die wirtschaftliche Serienproduktion und beeinflussen maßgeblich die Effizienz von Fertigungsprozessen. Ob Studierende, Berufseinsteiger oder erfahrene Fachkräfte im Werkzeugbau – ein fundiertes Verständnis von Werkzeugdesign, Materialien, Fertigungsprozessen und Anwendungen ist unerlässlich.
Wer die wichtigsten Fachbegriffe, eingesetzten Maschinen und typischen Herausforderungen – von Werkzeugverschleiß bis zu Stanzfehlern – versteht, schafft eine solide Grundlage, um in diesem hochspezialisierten Bereich erfolgreich zu arbeiten.
Wenn Sie mehr über die Rolle der optischen Messtechnik in der Qualitätssicherung von Präzisionswerkzeugen erfahren möchten, lesen Sie auch diesen Blogartikel:
👉Warum investieren andere so stark in moderne Messsysteme?


dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg)

-550x366.jpeg)



-550x366.jpeg)


dieSonne-268-550x366.jpg)