ce que change le µCMM NEO
La métrologie à l’échelle micro n’a jamais été aussi performante qu’aujourd’hui. Et pourtant, dans de nombreux environnements de production, un problème persiste : la précision est au rendez-vous… mais pas toujours la reproductibilité. Les résultats varient d’un opérateur à l’autre. Certaines géométries restent difficilement accessibles. Et même lorsque la mesure est techniquement possible, elle manque parfois de fiabilité exactement là où cela compte le plus : dans les zones de tolérances critiques et sous des conditions réelles de production. Toute personne travaillant sur des micro-géométries – que ce soit en outillage, sur des buses, des surfaces fonctionnelles ou des composants complexes – connaît cette réalité. Le problème ne réside généralement pas dans la résolution des systèmes. Le véritable défi est de rendre la mesure micro fiable et reproductible en production.
C’est précisément à ce niveau qu’intervient le µCMM NEO.
Dans un laboratoire, les conditions sont stables et maîtrisées.
En production, c’est une autre réalité. Les pièces varient. Les montages changent. Les opérateurs se relaient. Et soudain, les résultats commencent à diverger.
Dans de nombreux cas, le problème ne vient pas de la technologie elle-même, mais du processus global de mesure :
Résultat : la mesure ne dépend plus uniquement de la pièce, mais aussi des conditions dans lesquelles elle est réalisée. Et c’est précisément là que la reproductibilité se perd.
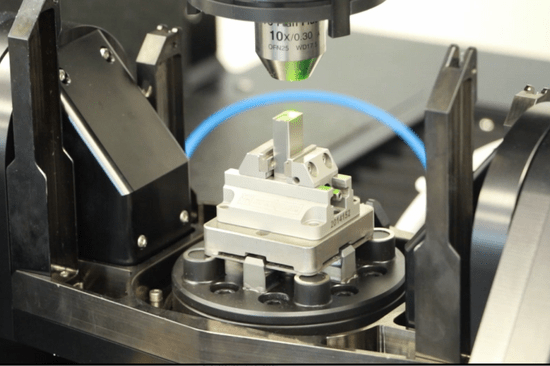
dieSonne-024-1800x1200.webp "Buse d’injection fixée dans le µCMM NEO")
Vous souhaitez voir à quoi ressemble une mesure micro reproductible en conditions réelles ?
Ces limites deviennent particulièrement évidentes lorsqu’il s’agit de géométries complexes. Les micro-perçages, les structures profondes et les flancs raides comptent parmi les éléments les plus difficiles à mesurer de manière fiable. On les retrouve dans de nombreux domaines : outillage de précision, buses d’injection, composants aéronautiques ou encore moules à géométries fonctionnelles.
Le défi est toujours le même :
Ces géométries sont difficiles d’accès, sensibles au positionnement et situées dans des zones critiques du point de vue fonctionnel.
Dans ces cas, la précision seule ne suffit pas.
Il faut garantir stabilité, accessibilité et répétabilité.
Comment cela se traduit concrètement sur des buses ? Découvrez-le dans notre article dédié aux applications réelles.
Les approches traditionnelles cherchent souvent à améliorer la performance en augmentant les capacités : plus de résolution, plus de points de mesure, plus de stratégies. Mais cela ne résout généralement pas le problème de fond. Au contraire, cela introduit souvent davantage de complexité : plus d’efforts de mise en place, plus de sources de variation, plus de dépendance à l’expérience individuelle. Un autre point clé concerne l’acquisition des données. La métrologie classique repose souvent sur un échantillonnage de points. Or, avec des géométries de plus en plus complexes, cette approche atteint ses limites.
Des écarts critiques peuvent apparaître entre les points mesurés… sans être détectés.
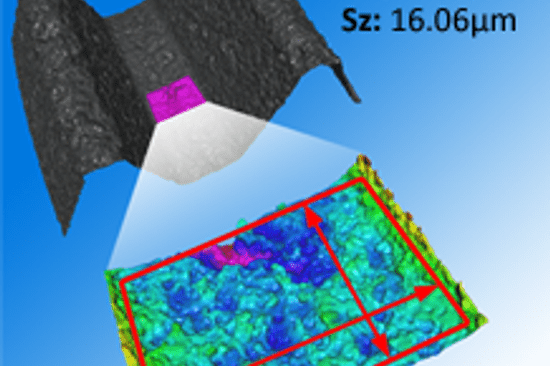
Le µCMM NEO aborde la mesure micro sous un angle totalement différent. Il ne s’agit plus d’optimiser des performances isolées, mais de garantir des résultats fiables dans des conditions de production réelles. Concrètement : Le système permet une acquisition surfacique complète, et non un simple échantillonnage. Les géométries complexes – y compris les micro-perçages et flancs raides – deviennent accessibles. Les procédures de mesure sont structurées pour limiter l’influence de l’opérateur. Les résultats deviennent reproductibles, indépendamment des conditions et des utilisateurs.
La question n’est donc plus :
« Peut-on mesurer cette géométrie ? »
Mais plutôt :
« Peut-on la mesurer de manière fiable, à chaque fois ? »
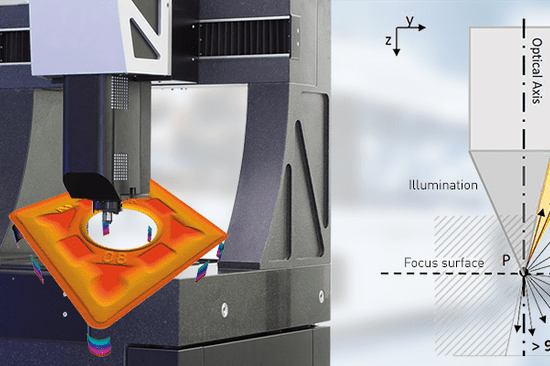
dieSonne-120-2400x1599.webp "Mesure d’emboutis avec le µCMM NEO")
Mesure d’emboutis avec le µCMM NEO
dieSonne-055-2400x1599.webp "Mesure des paramètres d’une électrode de micro‑érosion pour des micro‑caractéristiques")
Mesure d’une électrode de micro‑érosion
Vous souhaitez voir comment cela fonctionne concrètement ?
Cette évolution est particulièrement critique dans les applications où de faibles écarts ont de fortes conséquences.
Dans les buses, de petites variations influencent directement la performance.
Dans l’outillage et les moules, la qualité de surface et la stabilité géométrique déterminent la performance sur le long terme.
C’est précisément dans ces domaines que les approches traditionnelles montrent leurs limites –
et que les nouvelles méthodes de mesure révèlent leur valeur.
Parce qu’elles dépendent fortement des conditions de mise en œuvre et de l’opérateur.
En raison de leur faible accessibilité et de leur sensibilité aux variations d’alignement.
Parce qu’elle permet de capturer l’ensemble de la géométrie et non seulement des points isolés.
En combinant accessibilité, guidage des processus et acquisition de données complète.

Chaque application est différente.
Mais l’exigence reste la même : des résultats fiables et exploitables.
Pour comprendre comment cette approche s’applique à vos pièces,
le plus simple est de le voir en conditions réelles.


_Nagel-550x366.jpg)



-550x366.jpg)
dieSonne-065-868x397-550x366.jpg)
dieSonne-120-550x366.jpg)



-550x366.jpeg)

die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")






dieSonne-(10)-2076x1706-550x366.jpg)

dieSonne-web-(102)-550x366.jpg "Rotation and tilt unit Real3DUnitX")
-550x366.jpg "knee implant measurement")
dieSonne-(23)-1706x1708-550x366.jpg "Key Regions of Turned Parts, Stamped Parts, Round Tools measured")
dieSonne-(01)-2277x1706-550x366.jpg "Production Metrology")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg "Alicona Imaging GmbH goes Bruker Austria GmbH")

-1536x1536-550x366.jpeg)






dieSonne-268-550x366.jpg)