Wie Sie erkennen, ob eine berührungslose Koordinatenmessmaschine Ihre Messaufgaben wirklich lösen kann
Wenn Sie mit Mikrogeometrien arbeiten, kennen Sie die Herausforderung: Je kleiner, komplexer und funktionskritischer Bauteile werden, desto schwieriger wird es, sie zuverlässig zu messen.
Es reicht längst nicht mehr aus, einige wenige Maße zu überprüfen. Entscheidend ist das Zusammenspiel von Geometrie, Lage, Form und Oberfläche. Gleichzeitig benötigen Sie Messergebnisse, auf die Sie sich verlassen können – ohne das Bauteil zu beeinflussen und ohne Ihren Messprozess auf mehrere Systeme und Arbeitsschritte aufteilen zu müssen.
Genau hier stoßen viele konventionelle Messverfahren an ihre Grenzen. Doch woran erkennen Sie, ob ein System wie das µCMM NEO die richtige Lösung für Ihre Anwendung ist?
In diesem Artikel beantworten wir 11 zentrale Fragen, die sich typischerweise bei der Auswahl einer berührungslosen Koordinatenmessmaschine für hochpräzise Anwendungen stellen – von Messgenauigkeit und Zugänglichkeit über Automatisierung bis hin zur Integration in reale Fertigungsprozesse.
Diese Fragen helfen Ihnen dabei, einzuschätzen, ob das µCMM NEO zu Ihren Messaufgaben passt – und welche Möglichkeiten Sie in der Praxis von dem System erwarten können.
Mikrogeometrien sind heute längst keine isolierten Merkmale mehr. Ihre Funktion ergibt sich aus dem Zusammenspiel von Geometrie, Lage, Form und Oberfläche.
Gleichzeitig werden diese Merkmale immer kleiner, komplexer und schwieriger zugänglich. Genau an diesem Punkt stoßen konventionelle taktile Messverfahren zunehmend an ihre Grenzen. Eine der größten Einschränkungen ist dabei der Taster selbst. In der Hochpräzisionsfertigung kann bereits die Größe der Tastspitze zum limitierenden Faktor werden. Kleine Bohrungen, tiefe Strukturen oder enge Übergänge lassen sich häufig nur schwer oder gar nicht zuverlässig erfassen. Und selbst wenn ein Merkmal zugänglich ist, hängt das Messergebnis stark von der Positionierung und der gewählten Messstrategie ab.
Hinzu kommt, dass die taktile Messtechnik immer auf physischem Kontakt basiert. Der Taster berührt die Oberfläche des Bauteils. In sensiblen Anwendungen, beispielsweise in der Medizintechnik, kann genau das zum Problem werden. Selbst minimale Berührungen können auf empfindlichen oder hochpolierten Oberflächen Spuren hinterlassen. Eine wirklich zerstörungsfreie Messung ist damit nicht möglich.
Die berührungslose Messtechnik beseitigt diese Einschränkung vollständig. Durch den optischen Messansatz werden Bauteile ohne jede physische Interaktion erfasst. Das ermöglicht zuverlässige, wiederholbare und tatsächlich zerstörungsfreie Messungen – selbst bei empfindlichen Mikrogeometrien oder funktionskritischen Oberflächen.

Messergebnisse von
Präzisionsbauteilen
Ihr Bauteil, Ihre Toleranzen, Ihre Herausforderungen
Eine weitere wesentliche Einschränkung taktiler Messsysteme ist die Art der erzeugten Daten. Konventionelle Tastsysteme erfassen einzelne Punkte oder – im besten Fall – Linienprofile. Dadurch entsteht jedoch nur ein begrenztes Abbild der tatsächlichen Oberfläche.
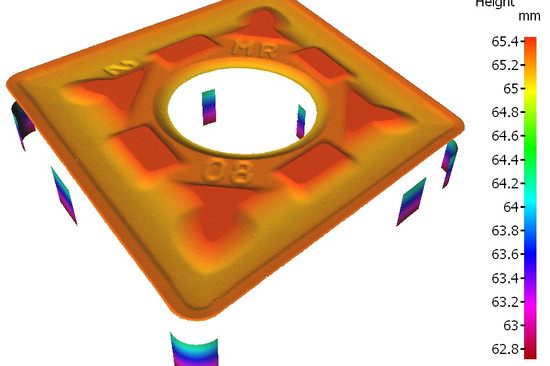
Die optische Flächenmessung verfolgt einen grundlegend anderen Ansatz. Statt einzelne Punkte zu erfassen, werden vollständige Oberflächen mit hoher Punktdichte gemessen. Anstatt die Geometrie eines Bauteils aus wenigen Messpunkten zu approximieren, erzeugt das µCMM NEO hochauflösende 3D-Datensätze des realen Bauteils. Dadurch entsteht ein deutlich besseres Verständnis von Formabweichungen, Oberflächenstrukturen und funktionsrelevanten Bereichen.
Gleichzeitig eröffnet dies völlig neue Möglichkeiten der digitalen Bauteilbewertung. Das System erzeugt vollständige 3D-Daten, die direkt mit CAD-Modellen und PMI-Informationen abgeglichen werden können. So entsteht ein digitaler Zwilling des gemessenen Bauteils. Während die Bewertung bei taktilen Messsystemen auf vordefinierten Messpunkten basiert, ermöglicht dieser Ansatz eine Betrachtung des gesamten Bauteils im vollständigen Kontext seiner Funktion.
Eine entscheidende Rolle spielt dabei auch die Punktdichte. Optische Messsysteme erfassen innerhalb kürzester Zeit Millionen von Messpunkten, während taktile Systeme aufgrund ihres Messprinzips nur eine begrenzte Anzahl von Punkten aufnehmen können. Dieser Unterschied ist weit mehr als eine quantitative Verbesserung. Er verändert die Qualität der Analyse grundlegend. Mehr Datenpunkte bedeuten mehr Details, mehr Sicherheit bei der Bewertung und letztlich ein besseres Verständnis davon, wie sich ein Bauteil in der realen Anwendung verhält.
Letztlich geht es dabei nicht nur darum, einzelne Merkmale präziser zu messen. Entscheidend ist das Verständnis dafür, wie unterschiedliche Mikrogeometrien zusammenwirken und ob ein Bauteil seine vorgesehene Funktion zuverlässig erfüllt. Das schafft mehr Prozesssicherheit, reduziert Unsicherheiten und ermöglicht fundiertere Entscheidungen in der Fertigung.
Eine Koordinatenmessmaschine (Coordinate Measuring Machine, kurz CMM) dient dazu, die Geometrie eines Bauteils im dreidimensionalen Raum zu messen.
Dazu werden die exakten Positionen von Merkmalen im Koordinatensystem erfasst und zueinander in Beziehung gesetzt. Auf Basis dieser Koordinaten lassen sich Maße, Formabweichungen, Lagebeziehungen und Oberflächeneigenschaften bewerten.
Traditionell geschieht dies mithilfe eines mechanischen Tasters, der das Bauteil an definierten Punkten berührt. Die Koordinatenmessmaschine erfasst diese Messpunkte und rekonstruiert daraus die Geometrie des Bauteils.
Genau dieses Prinzip steckt auch im Namen µCMM: eine Koordinatenmessmaschine, die speziell für die Anforderungen der Hochpräzisionsfertigung entwickelt wurde.
Eine berührungsfreie Koordinatenmessmaschine verfolgt dasselbe grundlegende Ziel – die Geometrie eines Bauteils innerhalb eines definierten Koordinatensystems zu erfassen. Der entscheidende Unterschied besteht darin, dass der mechanische Taster durch optische Sensoren ersetzt wird.
Anstatt einzelne Messpunkte durch physischen Kontakt aufzunehmen, erfasst das System Oberflächendaten mithilfe von Licht. Dadurch wird jeglicher Einfluss eines Tasters ausgeschlossen. Gleichzeitig lassen sich empfindliche, komplexe oder schwer zugängliche Strukturen messen, ohne das Bauteil zu berühren.
So wird aus der klassischen punktbasierten Messung eine berührungslose, flächenbasierte Erfassung der realen Bauteilgeometrie.
dieSonne-024-1138x1706-1064x1595.webp "Berührungsfreie Messung einer Einspritzdüse")
Berührungsfreie Messung einer
Einspritzdüse
Exklusiv für Sie: Eine online Demo mit Ihrer Anwendung
Dadurch bietet die berührungsfreie Koordinatenmesstechnik entscheidende Vorteile:
Eine berührungsfreie Koordinatenmessmaschine stellt dabei keine völlig neue Geräteklasse dar. Vielmehr ist sie die konsequente Weiterentwicklung der klassischen Koordinatenmesstechnik hin zu einer berührungsfreien, vollflächigen und oberflächenbasierten Datenerfassung.
Genau dieses Prinzip spiegelt sich auch im Namen µCMM wider: eine Koordinatenmessmaschine, die speziell für die Anforderungen der Hochpräzisionsfertigung entwickelt wurde.
Das µCMM NEO wurde für hochpräzise Koordinatenmessungen im Mikrobereich entwickelt. Die Achsgenauigkeit beträgt
EUni:Tr:ODS,MPE = (0,7 + L/600) µm, wobei L die gemessene Länge in Millimetern beschreibt.
Gegenüber der ersten Generation des µCMM stellt dies eine weitere Verbesserung dar. Die Achsgenauigkeit wurde von (0,8 + L/600) µm auf (0,7 + L/600) µm erhöht. Was auf den ersten Blick nach einer kleinen numerischen Anpassung aussieht, kann in Anwendungen entscheidend sein, bei denen mehrere Mikrogeometrien zueinander vermessen und bewertet werden müssen.
Doch Genauigkeit beschränkt sich nicht allein auf die Positioniergenauigkeit der Achsen.
Das µCMM NEO erreicht auch bei der Messung von Form- und Oberflächenmerkmalen höchste Präzision:

µCMM NEO
Das bedeutet, dass das System nicht nur bei der Positionierung höchste Präzision erreicht, sondern auch feinste Oberflächenstrukturen und geometrische Details zuverlässig erfassen kann.
Gerade bei Mikrogeometrien ist das entscheidend. Die Funktion eines Bauteils wird selten durch einen einzelnen Messwert bestimmt. Vielmehr ergibt sie sich aus dem Zusammenspiel von
The µCMM NEO measures all of these aspects within one coordinate system and in one measurement run—without repositioning the part or switching systems. In practice, this ensures that measurement results are not only highly accurate, but also consistent and directly comparable across the entire component.
Finden Sie raus, wie einfach das µCMM NEO Ihre Mikrogeometrien misst
Das µCMM NEO wurde für eine einfache und intuitive Bedienung entwickelt – selbst in Produktionsumgebungen mit mehreren Anwendern.
Ein zentrales Element dabei ist der ergonomische Controller mit integriertem Multi-Touch-Display und Live-View. Er ermöglicht die direkte Interaktion mit dem Messprozess und stellt dem Anwender genau die Informationen zur Verfügung, die für den jeweiligen Arbeitsschritt relevant sind.
Je nach Anwendung passt sich die Benutzeroberfläche automatisch an:
Dadurch wird die Komplexität deutlich reduziert und das System bleibt auch für Anwender ohne tiefgehende messtechnische Expertise leicht zugänglich.
Zusätzliche Geschwindigkeitseinstellungen unterstützen die Bedienung im Alltag. Anwender können flexibel zwischen einer schnellen Positionierung des Bauteils und einer besonders präzisen Steuerung wechseln, beispielsweise beim Anfahren kleiner Details oder Mikrogeometrien. So vereint das System Effizienz und Kontrolle in einer einzigen Benutzeroberfläche.
Ein weiterer wichtiger Vorteil ist die Konsistenz des gesamten Messprozesses. Da der komplette Workflow – von der Einrichtung bis zur Auswertung – innerhalb eines einzigen Systems abläuft, müssen Anwender nicht zwischen verschiedenen Softwareumgebungen oder Messgeräten wechseln. Das reduziert den Schulungsaufwand und minimiert den Einfluss individueller Bediengewohnheiten auf das Messergebnis.
In Kombination mit automatisierten Messstrategien ermöglicht das µCMM NEO einen Arbeitsablauf, bei dem sich der Anwender nicht mehr darauf konzentrieren muss, wie gemessen wird, sondern darauf, was gemessen werden soll.

4 Schritte zur Evaluierung in MetMaX
Das µCMM NEO wird mit MetMaX bedient– einer intelligenten Softwareplattform, die entwickelt wurde, um den gesamten Messprozess zu vereinfachen.
Anstatt sich damit beschäftigen zu müssen, wie gemessen wird, definiert der Anwender lediglich, was gemessen werden soll. Auf Basis von CAD-Daten und PMI-Informationen erzeugt MetMaX automatisch die passende Messstrategie.
Dazu gehören:
Der gesamte Messablauf wird bereits vor dem eigentlichen Messvorgang offline geplant.
Nach der Messung wertet MetMaX die erfassten 3D-Daten automatisch aus und erstellt einen vollständigen, rückverfolgbaren Messbericht mit eindeutigen OK-/NOK-Ergebnissen.
Dadurch verändert sich die Art, wie Messprogramme erstellt und ausgeführt werden, grundlegend.
Bei konventionellen Messsystemen müssen Messstrategien häufig manuell programmiert und an die jeweilige Aufgabe angepasst werden. Mit MetMaX übernimmt die Software diese Komplexität. Der Anwender benötigt dadurch keine tiefgehende messtechnische Programmiererfahrung, um zuverlässige Messergebnisse zu erzielen.
Gleichzeitig ermöglicht der CAD-basierte Messansatz den direkten Vergleich mit dem digitalen Modell des Bauteils. Die Bewertung basiert damit nicht mehr nur auf einzelnen Messpunkten, sondern auf einer vollständigen digitalen Repräsentation des Bauteils.
In Kombination mit dem µCMM NEO unterstützt MetMaX einen Messprozess, bei dem der gesamte Workflow – von der Einrichtung über die Messung bis zur Auswertung – automatisiert, konsistent und weitgehend unabhängig vom einzelnen Anwender abläuft.
Was heißt das eigentlich für Ihre eigene Applikation?
Das µCMM NEO ist weit mehr als ein technisches Update. Es ist das Ergebnis mehrjähriger Entwicklungsarbeit, die auf realen Anwendungen, Kundenfeedback und den Erfahrungen mit der ersten µCMM Generation seit ihrer Markteinführung im Jahr 2018 basiert.
Die grundlegende Idee ist dabei unverändert geblieben: Dimension, Lage, Form und Rauheit innerhalb eines einzigen Systems zu messen. Das µCMM NEO hebt dieses Konzept jedoch auf ein neues Niveau und macht es in der Praxis deutlich leistungsfähiger.
Eine der sichtbarsten Verbesserungen betrifft die Messgeschwindigkeit. Je nach Anwendung misst das µCMM NEO bis zu doppelt so schnell wie die erste Generation. Gerade in produktionsnahen Umgebungen reduziert dies Wartezeiten, erhöht den Durchsatz und macht den Einsatz im Alltag deutlich effizienter.
Auch die Genauigkeit wurde weiter verbessert. Dabei lag der Fokus nicht nur auf besseren Spezifikationen, sondern vor allem auf einer noch stabileren und zuverlässigeren Messperformance über das gesamte Messvolumen hinweg. Das ist besonders dann entscheidend, wenn mehrere Mikrogeometrien in Beziehung zueinander bewertet werden müssen.
Darüber hinaus wurde die gesamte Systemarchitektur weiterentwickelt. Das µCMM NEO baut auf den Stärken der ursprünglichen Plattform auf, verbessert jedoch Leistung, Robustheit und Wartungsfreundlichkeit. Optimiert wurde das System nicht nur aus messtechnischer Sicht, sondern auch hinsichtlich Produktionstauglichkeit und langfristiger Betriebssicherheit.
Diese Weiterentwicklung zeigt sich auch im neuen Industriedesign. Das Redesign ist nicht lediglich eine optische Anpassung, sondern Ausdruck eines umfassenden Neustarts der Plattform. Es verbessert Bedienbarkeit, Zugänglichkeit und die Integration in moderne Fertigungsumgebungen und positioniert das µCMM NEO klar als die nächste Generation optischer Koordinatenmesstechnik.
Besonders wichtig ist jedoch, wie diese Entwicklung entstanden ist.
Das µCMM NEO wurde durch reale Messaufgaben geprägt, darunter:
Genau diese Herausforderungen sind direkt in die Entwicklung eingeflossen. Ziel war es nicht, das ursprüngliche Konzept neu zu erfinden, sondern die ursprüngliche Vision konsequent weiterzuentwickeln und für den zuverlässigen Einsatz in realen Produktionsumgebungen zu optimieren.
In diesem Sinne ist das µCMM NEO kein vollständig neues Produkt. Es ist die konsequente Weiterentwicklung einer starken Idee – präziser, schneller, robuster und bereit für die Anforderungen moderner Hochpräzisionsfertigung.

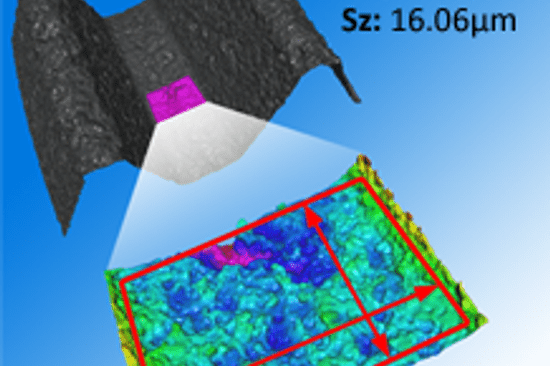
Das µCMM NEO wurde dafür entwickelt, ein breites Spektrum unterschiedlicher Oberflächen zu messen – von matten Werkstücken bis hin zu glatten und hochpolierten Materialien.
Gerade in der Hochpräzisionsfertigung ist das entscheidend, denn viele optische Messsysteme stoßen bei stark reflektierenden Oberflächen an ihre Grenzen. Polierte Metalle, Glas oder technische Keramiken gelten als besonders anspruchsvoll, wenn es um eine zuverlässige optische Messung geht.
Das µCMM NEO begegnet dieser Herausforderung mit der Kombination aus Advanced Focus-Variation und einer modulierten Beleuchtung während des vertikalen Scanprozesses.
Dadurch wird jeder einzelne Messpunkt unabhängig von den optischen Eigenschaften der Oberfläche optimal ausgeleuchtet.
Das Ergebnis:
Dadurch lassen sich selbst kleinste Oberflächenstrukturen und Defekte sicher erkennen – auch auf extrem glatten Oberflächen. So können beispielsweise auf Glas Strukturen im Bereich von unter 0,01 µm ausgewertet werden.
Der entscheidende Vorteil besteht dabei nicht nur darin, dass unterschiedlichste Materialien gemessen werden können. Vielmehr sorgt das Messprinzip dafür, dass die Messqualität unabhängig von den optischen Eigenschaften der Oberfläche konstant hoch bleibt.
Dadurch eignet sich das µCMM NEO für ein breites Anwendungsspektrum – von Funktionsoberflächen und Präzisionswerkzeugen bis hin zu hochpolierten Bauteilen, bei denen konventionelle Messsysteme häufig an ihre Grenzen stoßen.
Neugierig, ob das für Ihre Anwendung passt?
Das µCMM NEO wurde als hochpräzise Koordinatenmessmaschine entwickelt, bei der jedes einzelne Systemelement einem klaren Ziel dient: maximale Stabilität und Genauigkeit.
Das Fundament bildet ein massiver Granitkörper. Granit zeichnet sich durch seine hohe thermische Stabilität und hervorragende Dämpfungseigenschaften aus. Dadurch entsteht eine äußerst stabile mechanische Basis, die präzise Messergebnisse auch bei wechselnden Umgebungsbedingungen ermöglicht.
Die Achsen basieren auf Luftlagertechnologie. Durch die berührungsfreie und verschleißfreie Bewegung werden höchste Laufruhe und Präzision erreicht. Gleichzeitig bildet diese Technologie die Grundlage für die langfristige Stabilität und Wiederholbarkeit hochpräziser Messungen.
Für die Positionsmessung setzt das µCMM NEO auf hochauflösende Maßstäbe aus Zerodur. Das Material ist für seine nahezu temperaturunabhängige Ausdehnung bekannt und trägt dazu bei, dass die Positionsgenauigkeit selbst unter anspruchsvollen Bedingungen konstant bleibt.
Ergänzt wird das System durch:
Entscheidend ist dabei, dass diese Komponenten nicht isoliert voneinander arbeiten.
Das µCMM NEO wurde als vollständig integriertes Gesamtsystem entwickelt, bei dem mechanische Stabilität, Achsgenauigkeit, Kalibrierung und Messprinzip perfekt aufeinander abgestimmt sind. Nur so lässt sich die für Mikrogeometrien erforderliche Präzision zuverlässig erreichen.
Das µCMM NEO ist damit weit mehr als ein optisches Messgerät. Es ist eine Präzisionsmaschine, die speziell für die Koordinatenmesstechnik an den Grenzen des Messbaren entwickelt wurde.


Das µCMM NEO basiert nicht auf einem einzelnen Messprinzip. Vielmehr kombiniert es mehrere optische Technologien innerhalb eines Systems, die jeweils für unterschiedliche messtechnische Herausforderungen entwickelt wurden.
Die Grundlage bildet die Advanced Focus-Variation. Sie ermöglicht hochauflösende 3D-Oberflächenmessungen über ein breites Spektrum unterschiedlicher Materialien hinweg – von matten bis hin zu stark reflektierenden Oberflächen.
Ergänzt wird sie durch Focus Probing und Vertical Focus Probing, die die Messmöglichkeiten deutlich über die klassische Oberflächenerfassung hinaus erweitern.
Eine besondere Rolle spielt dabei Vertical Focus Probing. Die Technologie wurde speziell für anspruchsvolle Geometrien wie Bohrungen, tiefe Strukturen oder steile Flanken entwickelt.
Dabei nutzt das System nicht ausschließlich koaxiales Licht, sondern einen partiellen Lichtkegel mit Lichtanteilen aus verschiedenen Richtungen. Dadurch kann selbst diffus reflektiertes Licht von sehr steilen Oberflächen wieder vom Objektiv erfasst werden – auch bei Winkeln von mehr als 90 Grad.
Das ermöglicht:
Zusätzlich nutzt das µCMM NEO die Real3D-Technologie. Sie ermöglicht die Datenerfassung aus unterschiedlichen Blickrichtungen und sorgt dafür, dass einzelne Messungen innerhalb eines gemeinsamen Koordinatensystems präzise zueinander in Beziehung gesetzt werden können.
Entscheidend ist dabei das Zusammenspiel dieser Technologien.
Jede einzelne Technologie adressiert eine bestimmte Einschränkung bestehender Messverfahren. Erst ihre Kombination macht jedoch das möglich, wofür das µCMM NEO entwickelt wurde: die zuverlässige Messung komplexer Bauteile mit Mikrobohrungen, Freiformgeometrien, steilen Flanken und funktionsrelevanten Oberflächen.
Die Stärke des µCMM NEO basiert daher nicht auf einer einzelnen Technologie, sondern auf der intelligenten Kombination mehrerer Messprinzipien innerhalb eines Systems und eines durchgängigen Messworkflows.
Das µCMM NEO wurde als flexibel konfigurierbare Messplattform entwickelt, die sich mithilfe verschiedener Objektive, 5-Achs-Einheiten und applikationsspezifischer Erweiterungen an unterschiedlichste Messaufgaben anpassen lässt.
Eine zentrale Rolle spielt dabei das Objektivsystem.
Für das µCMM NEO stehen verschiedene Objektive mit unterschiedlichen Arbeitsabständen und Auflösungen zur Verfügung. Dadurch kann das System optimal auf die jeweilige Messaufgabe abgestimmt werden – sei es für die hochauflösende Erfassung feinster Oberflächenstrukturen oder für die Messung tieferer Geometrien mit größerem Arbeitsabstand.
Ein automatischer Objektivwechsler ermöglicht dabei den nahtlosen Wechsel zwischen verschiedenen Objektiven innerhalb eines einzigen Messablaufs. Das ist insbesondere dann von Vorteil, wenn unterschiedliche Bereiche eines Bauteils unterschiedliche Messbedingungen erfordern.
Ein weiterer wichtiger Baustein sind die Rotations- und Schwenkeinheiten.
Je nach Anwendung kann das µCMM NEO mit unterschiedlichen 3D-Einheiten ausgestattet werden, die eine präzise Ausrichtung des Bauteils ermöglichen. Dadurch entsteht ein echtes 5-Achs-Messsystem, mit dem sich auch komplexe Geometrien wie Mikrobohrungen, tiefe Strukturen oder steile Flanken aus unterschiedlichen Blickrichtungen zuverlässig erfassen lassen.
Darüber hinaus steht eine Vielzahl applikationsspezifischer Erweiterungen zur Verfügung, darunter:
So lässt sich das µCMM NEO gezielt an die jeweilige Messaufgabe anpassen, ohne den eigentlichen Messprozess zu verändern.
Die Konfiguration passt sich der Anwendung an – nicht umgekehrt.

Ein weiterer wichtiger Baustein sind die 3D-Einheiten mit Rotations- und Schwenkfunktion.
Je nach Anwendung stehen unterschiedliche Einheiten zur Verfügung, mit denen Bauteile präzise positioniert und ausgerichtet werden können. Dadurch erweitert sich das System zu einer vollwertigen 5-Achs-Konfiguration. Selbst komplexe Geometrien wie Mikrobohrungen, tiefe Strukturen oder steile Flanken lassen sich so aus unterschiedlichen Richtungen erfassen.
Darüber hinaus kann das µCMM NEO mit einer Vielzahl an applikationsspezifischen Erweiterungen ausgestattet werden. Dazu gehören unter anderem:
So lässt sich das µCMM NEO gezielt an unterschiedlichste Messaufgaben, Bauteilgeometrien und Automatisierungsanforderungen anpassen.
Diese Elemente ermöglichen es, das µCMM NEO für unterschiedlichste Messaufgaben zu konfigurieren – von der hochauflösenden Analyse feinster Mikrostrukturen bis hin zur Messung komplexer Geometrien in produktionsnahen Umgebungen.
Entscheidend dabei ist, dass diese Flexibilität nicht zu zusätzlicher Komplexität für den Anwender führt.
Alle Konfigurationen bleiben vollständig in ein System und einen durchgängigen Workflow integriert. Das Messsystem kann somit an die jeweilige Anwendung angepasst werden, ohne das Messprinzip oder den Ablauf des Messprozesses zu verändern.
Dadurch bleibt die Bedienung unabhängig von der gewählten Konfiguration konsistent, während sich das System flexibel an unterschiedliche Bauteile, Geometrien und Messanforderungen anpassen lässt.
Das µCMM NEO wurde für vollständig automatisierte Messprozesse entwickelt – von der Bauteilhandhabung über die eigentliche Messung bis hin zur Auswertung der Ergebnisse.
Dabei beschränkt sich die Automatisierung nicht auf einen einzelnen Prozessschritt. Sie umfasst den gesamten Messablauf.
Im Zentrum dieses Konzepts steht die Bedien- und Auswertesoftware MetMaX.
Der Anwender lädt CAD-Daten, richtet das Bauteil aus und wählt die relevanten GD&T- oder PMI-Merkmale aus. Auf Basis dieser Informationen generiert das System automatisch die optimale Messstrategie. Dazu gehören die Auswahl der Messpositionen, die Berechnung von Kipp- und Rotationswinkeln sowie die Planung kollisionsfreier Verfahrwege.
Unsicher, ob das µCMM NEO was für Sie sein könnte?
Vor der Ausführung kann der vollständige Messplan in einer virtuellen Umgebung anhand eines digitalen Zwillings des Systems überprüft werden. Dadurch lassen sich Messabläufe testen, validieren und optimieren, bevor die eigentliche Messung startet.
Sobald die Messung gestartet wird, läuft der Prozess vollständig automatisch ab – ohne manuelle Eingriffe. Nach Abschluss der Messung werden die erfassten 3D-Daten automatisch ausgewertet, Formabweichungen bei Bedarf berücksichtigt und ein vollständiger, rückverfolgbarer Messbericht mit eindeutigen OK-/NOK-Ergebnissen erzeugt.
Die Automatisierung endet dabei nicht auf Softwareebene.
Das µCMM NEO lässt sich auch in automatisierte Handhabungsprozesse integrieren, beispielsweise mithilfe von Pick-and-Place-Systemen.
Bauteile werden dadurch nicht mehr manuell eingelegt, sondern automatisch in das System überführt, positioniert und nacheinander vermessen. Das ermöglicht:
In Kombination mit automatischen Objektivwechseln und einem durchgängigen Workflow innerhalb eines einzigen Systems entsteht ein Prozess, bei dem
Das Ergebnis ist ein konsistenter und wiederholgenauer Messprozess, der weitgehend unabhängig vom Anwender abläuft und sich problemlos auf produktionsnahe oder automatisierte Fertigungsumgebungen skalieren lässt.
Mikromesstechnik bedeutet heute weit mehr als das Prüfen einzelner Maße. Entscheidend ist das Verständnis der Merkmale, die die Funktion eines Bauteils tatsächlich bestimmen.
Das µCMM NEO vereint berührungsfreie Koordinatenmesstechnik, vollflächige 3D-Datenerfassung, Rauheitsmessung und hochpräzise 5-Achs-Messtechnik in einer gemeinsamen Plattform. Für Hersteller, die mit Mikrobohrungen, steilen Flanken, Freiformgeometrien, hochpolierten Oberflächen oder anderen funktionskritischen Mikrostrukturen arbeiten, bedeutet das vor allem eines: weniger Kompromisse im Messprozess.
Stattdessen ermöglicht das µCMM NEO einen durchgängigen Messprozess, der ein Bauteil als Ganzes betrachtet – nicht als Sammlung einzelner Messwerte.
Wenn Ihre Qualitätssicherung auf zuverlässigen, wiederholbaren und berührungsfreien Messungen komplexer Mikrogeometrien basiert, wurde das µCMM NEO genau für diese Anforderungen entwickelt.
Sie möchten mehr über die technischen Spezifikationen, Konfigurationsmöglichkeiten und Anwendungsbeispiele erfahren? Buchen Sie Ihre Demo


dieSonne-(10)-2076x1706-550x366.jpg)
-550x366.jpeg)
die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


-1024x576-550x366.jpg)
dieSonne-065-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)




dieSonne-web-(102)-550x366.jpg)
-550x366.jpg)
dieSonne-(23)-1706x1708-550x366.jpg "So erreichen Sie alle Bereiche Ihrer Schaftwerkzeuge, Dreh- und Stanzteile")
dieSonne-(01)-2277x1706-550x366.jpg "Fertigungsmesstechnik Shopfloor Enclosure FocusX")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg)

-550x366.jpeg)




-550x366.jpeg)

