If you are dealing with micro geometries, you already know the challenge: measuring reliably becomes harder as components get smaller, more complex, and more function-critical. It is no longer enough to measure a few dimensions. You need to understand how geometry, position, form and surface interact—and you need results you can trust, without influencing the part or breaking your workflow into multiple steps.
This is exactly where many conventional measurement approaches reach their limits. But how do you know if a system like the µCMM NEO is the right solution for your application?
In this article, we answer 11 key questions that typically arise when evaluating a non-contact coordinate measuring machine for high-precision applications—from measurement accuracy and accessibility to automation and real-world integration.
These are the questions that help you decide whether the µCMM NEO fits your measurement challenges—and what you can realistically expect from it in practice.
Micro geometries are no longer standalone features. They interact with form, position, and surface—and their functionality often depends on this interaction.
At the same time, these features are becoming smaller, more complex, and more difficult to access. This is exactly where conventional, tactile measurement approaches start to reach their limits. One fundamental limitation is the probe itself. In micro-precision applications, the size of the stylus can already become a restricting factor. Small holes, deep features, or narrow transitions are often difficult or even impossible to access reliably. Even if access is possible, the measurement result depends heavily on positioning and probing strategy.
In addition, tactile measurement is always contact-based. This means the probe physically interacts with the component surface. In sensitive applications such as Medical Technology, this can become critical. Even minimal contact can leave traces on delicate or highly polished surfaces—making truly non-destructive measurement impossible. Non-contact measurement eliminates this limitation entirely. By using an optical approach, components are measured without any physical interaction. This enables reliable, repeatable, and genuinely non-destructive inspection—even for fragile micro geometries or function-critical surfaces.

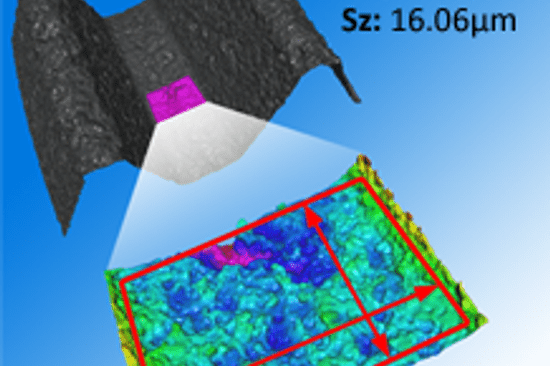
Measurement results of
high precision components
Your component, your tolerances, your challenges
A second major limitation of tactile systems is the type of data they generate. Traditional probing captures discrete points or, in some cases, line-based profiles. This provides only a limited representation of the real surface. In contrast, optical full-field measurement captures entire surfaces with high point density. Instead of approximating a geometry from a few data points, the µCMM NEO creates dense 3D datasets of the actual component. This leads to a much deeper understanding of form deviations, surface structures, and functional areas.
This also enables a shift toward a digital representation of the component. The system generates complete 3D datat that can be directly aligned with CAD data and PMI —effectively creating a digital twin of the measured part. Compared to tactile measurement, where evaluation is based on predefined points, this allows manufacturers to evaluate the component in its full context.
Finally, point density plays a crucial role. Optical systems can capture millions of measurement points within a short time, while tactile systems are inherently limited in the number of points they can probe. This difference is not just quantitative—it fundamentally changes the quality of the analysis. More data points mean more detail, more confidence, and ultimately a better understanding of how the component will perform in reality.
Ultimately, this is not just about measuring individual features more precisely. It is about understanding how multiple micro geometries interact—and ensuring that components function as intended. This leads to better process control, fewer uncertainties, and more reliable decisions in production.
A coordinate measuring machine (CMM) is a system used to measure the geometry of a component in three-dimensional space.
It determines the exact position of features by capturing coordinate points and relating them to each other. Based on these coordinates, dimensions, form deviations, positional relationships, and surface characteristics can be evaluated. Traditionally, this has been done using a physical probe that touches the component at defined points. The machine records these contact points and uses them to reconstruct the geometry of the part.
A non-contact coordinate measuring machine follows the same fundamental principle—measuring geometry in a defined coordinate system—but replaces the physical probe with optical sensors.
Instead of capturing single contact points, the system records surface data using light. This eliminates probe influence entirely and allows the measurement of delicate, complex, or hard-to-access structures without physical interaction.
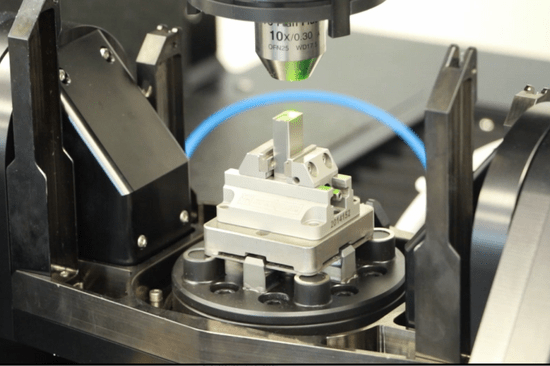
dieSonne-024-1138x1706-1064x1595.webp "non-contact measurement of a nozzle")
non-contact measurement of an
injector nozzle
See exclusively how to improve your current measurements
As a result, non-contact measurement enables:
In this sense, a non-contact CMM is not a completely different category of system—it is the evolution of coordinate measurement toward non-contact, full-field, and surface-based data acquisition. This principle is also reflected in the name µCMM—describing a coordinate measuring machine designed specifically for high-precision manufacturing.
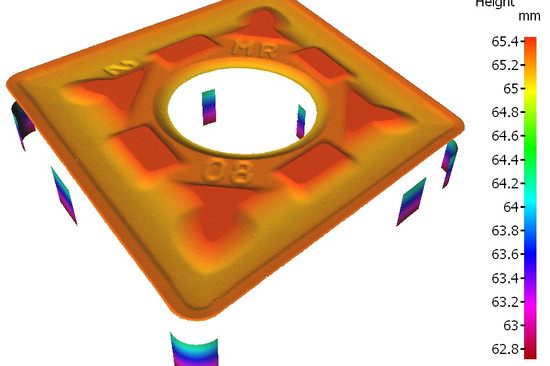
The µCMM NEO is designed for high-precision coordinate measurement in the micro-scale range. Its axis accuracy is specified as
Compared to the first generation of the µCMM, this is an improvement from (0.8 + L/600) µm to (0.7 + L/600) µm.
While this may seem like a small numerical difference, it becomes highly relevant in applications where multiple micro features must be measured in relation to each other. But accuracy is not limited to axis positioning. The µCMM NEO also delivers high accuracy in form and surface measurement:

µCMM NEO
This means the system is not only precise in positioning, but also in capturing fine surface structures and geometric details.
This is particularly important in micro-scale applications. A component is rarely defined by a single value. Its function depends on the combination of:
The µCMM NEO measures all of these aspects within one coordinate system and in one measurement run—without repositioning the part or switching systems. In practice, this ensures that measurement results are not only highly accurate, but also consistent and directly comparable across the entire component.
Find out how you can solve your measurement task
The µCMM NEO is designed for simple and intuitive operation—even in production environments with multiple users.
A key element is the ergonomic controller with integrated multi-touch screen and live view, which allows users to interact directly with the measurement process. Instead of navigating through complex menus, operators work with exactly the information relevant for their current task.
Depending on the workflow, the interface adapts automatically:
This reduces complexity and makes the system accessible even for users without deep metrology expertise.
Different speed modes further support operation in practice. Operators can switch between fast positioning of the component and precise interaction when focusing on small details or micro features. This allows both efficiency and control within the same interface.
Another important aspect is consistency. Since the entire measurement workflow—from setup to evaluation—runs within one system, users do not need to switch between different software environments or devices. This reduces training effort and minimizes the risk of user-dependent variation. In combination with automated measurement strategies, the µCMM NEO enables a workflow where the user no longer needs to focus on how to measure, but rather on what needs to be measured.

4 steps for component evaluation in MetMaX
The µCMM NEO is powered by MetMaX, an intelligent software platform designed to simplify the entire measurement workflow.
Instead of focusing on how to measure, users define what needs to be measured. Based on CAD data and PMI information, MetMaX automatically generates the appropriate measurement strategy.
This includes:
The entire process is planned offline before the measurement starts.
Once the measurement is executed, MetMaX automatically evaluates the captured 3D data and generates a complete, traceable measurement report with clear OK / NOT OK results.
This fundamentally changes how measurement is performed.
In conventional systems, the operator must define measurement strategies manually and adapt them depending on the task. With MetMaX, this complexity is handled by the software. The user no longer needs deep metrology expertise to achieve reliable results.
At the same time, the use of CAD-based measurement enables direct comparison with the digital model of the part. The measurement result is therefore not based on individual points alone, but on a complete digital representation of the component.
In combination with the µCMM NEO, MetMaX supports a workflow in which the entire process—from setup to evaluation—is automated, consistent, and independent of the individual operator.
What does this mean for your specific measurement application?
The µCMM NEO is not just an incremental update—it is the result of several years of development based on real-world applications, user feedback, and the challenges experienced with the first generation since its release in 2018.
At its core, the philosophy remains the same: combining dimension, position, form, and roughness measurement in one system.
However, the µCMM NEO significantly improves how this concept performs in practice.
One of the most noticeable improvements is measurement speed.
Depending on the application, the µCMM NEO is up to twice as fast as the first generation.
This directly impacts usability in production environments—reducing waiting times, increasing throughput, and making the system more practical for day-to-day use.
Accuracy has also been further improved.
Beyond the specification itself, the focus was on achieving more stable and reliable measurement performance across the entire measurement volume. This is particularly important when multiple micro features must be evaluated in relation to each other.
Another important aspect is the refined system architecture.
The µCMM NEO builds on the strengths of the original µCMM, but with improvements in performance, robustness, and serviceability. The system has been optimized not only from a metrology perspective, but also from a production and lifecycle perspective.
This also becomes visible in the new industrial design.
The redesign is not purely aesthetic—it reflects the restart of the platform. It improves usability, accessibility, and integration into modern production environments, while clearly positioning the µCMM NEO as a next-generation system.
What makes this development particularly relevant is how it was driven.
The µCMM NEO is the result of learning from real applications:
These challenges have shaped the system directly. Rather than redesigning the concept, the focus was on making the original vision work reliably in real-world environments.
In that sense, the µCMM NEO is not a completely new product.
It is the restart of a strong idea—refined, stabilized, and ready for practical use.

The µCMM NEO is designed to measure a wide range of surfaces—from matte components to smooth and highly polished materials.
This is particularly important in high-precision applications, where many conventional optical systems reach their limits. Smooth or reflective surfaces, such as polished metals, glass, or technical ceramics, are typically difficult to measure reliably.
The µCMM NEO overcomes this limitation through its Advanced Focus-Variation technology combined with modulated illumination during the vertical scanning process.
This ensures that each individual measurement point is optimally illuminated—independent of the surface condition.
As a result:
This allows users to detect even very small surface features and defects, including on extremely smooth surfaces.
For example, surface structures below 0.01 µm can be evaluated on materials such as glass.
The key advantage is not only that different materials can be measured—but that they can be measured with consistent quality and accuracy, regardless of their optical properties.
This makes the µCMM NEO suitable for a broad range of applications, from functional surfaces and precision tools to highly polished components where conventional measurement systems often fail.
Curious how the µCMM NEO could help you with your measurement challenge?
The µCMM NEO is built as a high-precision coordinate measuring machine—where every component of the system is designed with one goal: stability and accuracy.
At the core of the system is a solid granite base.
Granite is used because of its high thermal stability and vibration damping properties. It provides a stable mechanical foundation, ensuring that measurements remain precise even under changing environmental conditions.
The axis system is based on air bearing technology, enabling contact-free, wear-free motion with extremely smooth and precise movement. This is critical for maintaining long-term stability and repeatability in high-precision measurements.
For position measurement, the µCMM NEO uses high-resolution scales made of Zerodur, a material known for its near-zero thermal expansion. This ensures that positional accuracy remains consistent, even in demanding measurement environments.
The system is further complemented by:
What is important is that these elements do not work independently.
The µCMM NEO is designed as a fully integrated system, where mechanical stability, axis precision, calibration, and measurement principle are all aligned. This is the only way to achieve reliable accuracy in the micro-scale range.
In that sense, the system is not just an optical measurement device—it is a precision machine built for coordinate metrology at the limits of accuracy.


The µCMM NEO is not based on a single measurement principle.
It combines several optical technologies within one system—each addressing a different measurement challenge.
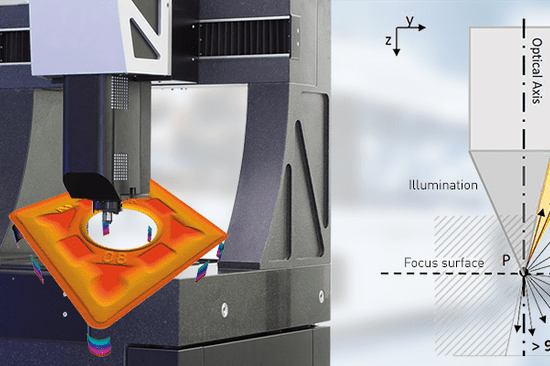
At the core of the system is Advanced Focus-Variation, which enables high-resolution 3D surface measurement across a wide range of materials—from matte to highly reflective surfaces.
This is complemented by Focus Probing and Vertical Focus Probing, which extend the measurement capabilities beyond classical surface acquisition.
Vertical Focus Probing plays a particularly important role when measuring challenging geometries such as holes, deep features, or steep flanks.
It is based on the use of a partial light cone, meaning that the system does not rely on coaxial light alone, but also uses light from different directions. This allows diffusely reflected light from steep surfaces to be captured by the lens—even at angles greater than 90°.
As a result:
In addition, the µCMM NEO uses Real3D technology, which enables data acquisition from multiple viewing angles and ensures that individual measurements can be accurately related to each other within one coordinate system.
What is important is how these technologies interact.
Each technology solves a specific limitation—but only in combination do they enable what the µCMM NEO is designed for:
the reliable measurement of complex components, including micro holes, freeform geometries, steep flanks, and functional surfaces.
In that sense, the strength of the µCMM NEO is not based on one technology alone, but on the integration of multiple measurement principles within one system and one workflow.
The µCMM NEO is designed as a configurable measurement platform that can be adapted to specific measurement challenges through a combination of objectives, 5-axis units and application-specific add-ons.
A key element is the objective system.
The µCMM NEO offers a range of objective lenses with different working distances and resolutions. This allows users to choose the right setup depending on the measurement task—whether capturing fine surface structures with maximum resolution or accessing deeper features with longer working distances.
The system is equipped with an automatic multi-position objective changer, enabling seamless switching between lenses within one measurement workflow. This is particularly useful when different features on the same component require different measurement settings.

Another key component is the integration of 3D units with rotation and tilt functionality.
Depending on the application, different units can be used to position and align the component precisely. This extends the system to a true 5-axis configuration, making it possible to access complex geometries such as micro holes, steep flanks, or deep features from multiple directions.
In addition, the µCMM NEO can be configured with a range of application-specific add-ons, including:
Together, these elements allow the µCMM NEO to be configured for very different measurement scenarios—from high-resolution inspection of micro features to the measurement of complex geometries in a production environment.
What is important is that this flexibility does not add complexity for the user.
All configurations remain fully integrated into one system and one workflow—so the setup can be adapted to the application without changing the measurement principle or the overall process.
The µCMM NEO is designed to support fully automated measurement workflows—from component handling to measurement and evaluation.
Automation is not limited to a single step. It covers the entire process.
At the core of this workflow is the operator software MetMaX.
Users start by loading CAD data, aligning the component and selecting the required GD&T and PMI features. Based on this information, the system automatically generates the optimal measurement strategy, including measurement positions, tilt and rotation angles, and collision-free travel paths.
Not sure, if the µCMM NEO is the right device for your application?
Before execution, the complete measurement plan can be verified in a virtual environment using a digital twin of the system. This allows users to test and validate the process before running the actual measurement. Once started, the measurement runs automatically—without manual intervention.
After completion:
However, automation does not stop at software level.
The µCMM NEO can also be integrated into automated handling workflows using pick & place systems.
This means that components are not loaded manually, but automatically transferred into the system, positioned, and measured in sequence. This enables:
Combined with automatic objective changes and a stable one-system workflow, this creates a process where:
The result is a consistent, repeatable measurement process that runs largely independent of the operator—and can be scaled to real production environments.
Micro-scale measurement is no longer about checking isolated dimensions. It is about understanding the features that define how a component performs.
The µCMM NEO brings non-contact coordinate measurement, full-field 3D data, surface roughness evaluation and high-precision 5-axis measurement together in one platform. For manufacturers working with micro holes, steep flanks, freeform geometries, polished surfaces or function-critical micro features, this means fewer compromises in the measurement process.
Instead, the µCMM NEO enables a consistent measurement workflow that helps you understand your component as a whole — not just as a set of individual values.
If your quality assurance process depends on reliable, repeatable and non-contact measurement of complex micro geometries, the µCMM NEO was built for exactly that.
-550x366.jpeg)

die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


dieSonne-065-868x397-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)



-550x366.jpg)
dieSonne-(10)-2076x1706-550x366.jpg)

dieSonne-web-(102)-550x366.jpg "Rotation and tilt unit Real3DUnitX")
-550x366.jpg "knee implant measurement")
dieSonne-(23)-1706x1708-550x366.jpg "Key Regions of Turned Parts, Stamped Parts, Round Tools measured")
dieSonne-(01)-2277x1706-550x366.jpg "Production Metrology")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg "Alicona Imaging GmbH goes Bruker Austria GmbH")

-1536x1536-550x366.jpeg)




-550x366.jpeg)

