Dies are the hidden backbone of modern manufacturing. Whether in automotive, electronics, or medical technology, precision die manufacturing ensures millions of parts are produced with accuracy, efficiency, and consistency. But what exactly are dies? How are they made? What machines use them? And how do terms like clearance, die life, or thread rolling dies fit into daily production? This article provides a comprehensive introduction to the world of precision dies — the terminology, processes, applications, and challenges every professional should know.
In this blog
1️⃣ Foundamentals of Precision Die Manufacturing
What Are Precision Dies?
Types of Dies and Their Applications
Progressive and Compound Dies
2️⃣ Die Manufacturing Technologies and Processes
Core Terminology in Precision Die Manufacturing
The Precision Die Manufacturing Process
3️⃣ Die Wear, Defects and Quality Control
Typical Stamping Defects Types Linked to Dies
Die Lifecycle and Maintenance
4️⃣Precision Dies in Industrial Applications
Industries That Rely on Precision Dies
Common Questions About Precision Dies
5️⃣FAQ: Technical Questions About Precision Dies
#1 What materials are used in precision die manufacturing?
#2 What is the Difference Between Stamping Dies and Thread Rolling Dies?
#3 How Long Does a Precision Die Last?
#4 What are Typical Tolerances in Die Manufacturing?
#5 What Causes Die Wear and Stamping Defects?
#6 What Machines are Used to Produce Precision Dies?
#7 What Industries Depend Most on Precision Dies?
6️⃣ From Die Design to Production Quality
Final Thoughts: From Die Design to Production Quality
A die is a specialized tool used in manufacturing to cut, form, or shape material — often sheet metal, wire, or plastic — into precise geometries. Precision dies go further: they achieve micrometer-level tolerances and enable mass production of complex components at scale.
Key differences from standard dies:
In short: dies are not just tools — they are the DNA of production quality.

Want to understand how precision die quality is verified in practice?
👉 Discover our Application Guide
Purpose: Cut or form sheet metal parts in stamping presses.
Examples: Automotive body panels, electronic connector housings.
Purpose: Bend, stretch, or draw sheet material into 3D shapes.
Examples: Brackets, appliance panels, pressfit zones
Find a measurement report on forming dies here.
Stamping and forming dies are mainly part of one manufacturing process. Therefore the same applications apply to both of them. See more information below
Purpose: Cold-form threads on screws, bolts, or fasteners by displacing — not cutting — material.
Examples: Aerospace fasteners, automotive bolts.
You can find a measurement report on thread rolling dies here.
Purpose: Shape heated billets into profiles by forcing material through a die opening.
Examples: Aluminum window frames, pipes.
A progressive die is designed to perform multiple operations in a sequence as a metal strip moves through the press. Typically, a coil of metal is fed into the die, and as it advances with each press stroke, different stations execute operations such as punching, bending, or forming. By the final station, the part is either cut free or rolled back onto a coil for further processing. Progressive dies are highly efficient for high-volume production of complex parts, as multiple operations occur without manual intervention. They are particularly useful for components requiring a combination of cutting, bending, and forming in a continuous process.
A compound die, in contrast, performs multiple operations at a single station during each press stroke. Typical operations include punching and blanking, making them suitable for flat, symmetrical parts. Because all actions occur in one station, compound dies offer high accuracy and short cycle times for simple geometries, though they are less flexible for multi-step forming processes than progressive dies.
Anyone entering the field should know these key terms:

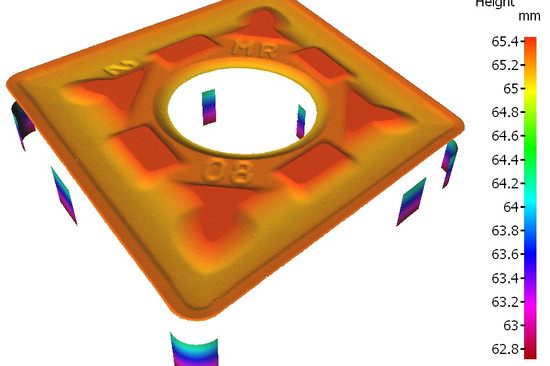
3D data of a 3-up stamping insert

Material Feeder ➡️
Stamping machine ➡️
Optical Inspection + Laser marking




Precision dies must be designed and maintained to avoid defects such as:
Understanding these failure modes is critical for process engineers and die designers.
The life of a precision die depends heavily on the material, surface coating, and process conditions under which it operates. In practice, die longevity can range from just a few thousand strokes in demanding environments to several million cycles in optimized production settings. To maintain performance, manufacturers rely on consistent maintenance practices such as polishing, regrinding, and the timely replacement of worn punches. Preventive strategies like regular inspections, proper lubrication, and the application of advanced coatings help minimize wear before it leads to quality issues or downtime. From an economic perspective, companies must carefully balance maintenance costs against full die replacement, ensuring that productivity and cost-efficiency remain in harmony throughout the die’s operational life.
Each industry places unique demands on tolerances, die materials, and die lifespan.
The choice of die material is one of the most critical factors in precision die manufacturing, as it directly impacts die life, product quality, and maintenance cycles.
The most common materials are tool steels such as D2, H13, and M2. These steels are specifically engineered to withstand the high stresses of cutting and forming operations. D2 tool steel, for example, offers excellent wear resistance, making it suitable for high-volume stamping dies. H13 is more resistant to heat, making it a popular choice for dies exposed to high temperatures.
For extreme durability, cemented carbide dies are used. Carbide is significantly harder than tool steel and offers superior wear resistance, but it is also more expensive and brittle. These dies are often found in high-precision applications like thread rolling for aerospace fasteners.
Another layer of protection comes from surface coatings. Coatings such as Titanium Nitride (TiN), Chromium Nitride (CrN), or Diamond-Like Carbon (DLC) reduce friction between the die and workpiece, minimize adhesive wear, and extend tool life. These coatings are especially useful in high-speed stamping and forming operations.
In short: tool steels provide the backbone, carbides extend performance in demanding environments, and coatings push die longevity even further.

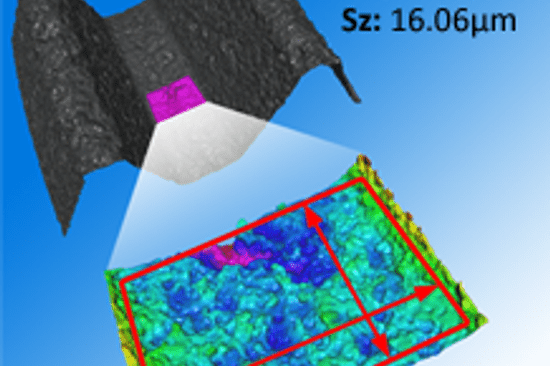
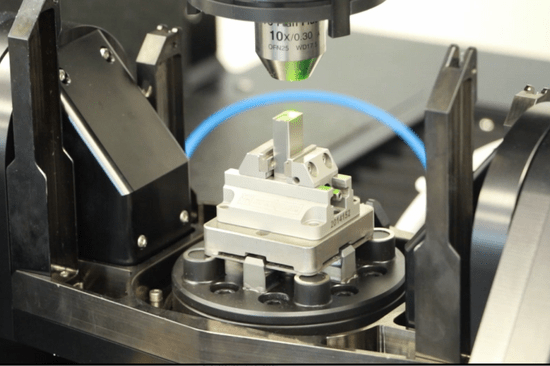
Proving precision: thread rolling die measuement with the InfiniteFocus G6
Though both fall under the umbrella of precision dies, their purpose and operation are fundamentally different.
Stamping dies are primarily used to cut and form sheet metal. They consist of punches and die blocks that shear or bend the material into the desired shape.
Typical applications include:
In short, stamping focuses on shaping flat sheet material into defined forms.
Thread rolling dies are used to form external threads on fasteners such as bolts and screws. Unlike stamping, thread rolling does not remove material. Instead, it cold-forms the thread profile by displacing material under high pressure.
This creates stronger threads because:
Thread rolling dies are available in two main types:
The life expectancy of a precision die varies significantly depending on
A simple stamping die made from conventional tool steel may last for only a few thousand cycles before it requires sharpening or replacement.
By contrast, a carbide-tipped die operating under ideal conditions — with proper lubrication, controlled press speed, and well-selected clearances — can produce millions of strokes without significant wear.
Die life is also influenced by the application. For instance, thread rolling dies in high-strength fastener production endure extreme stresses and may wear faster than dies used for forming softer sheet metals. Preventive maintenance practices such as regular polishing, regrinding, and applying advanced coatings can significantly extend die life.
From an economic perspective, companies must balance the higher upfront cost of premium dies with their longer lifetimes. Investing in better materials and coatings often reduces downtime, lowers defect rates, and improves total cost efficiency.
Tolerances define the degree of precision a die can achieve in producing parts. In many industries, tolerances in precision die manufacturing are measured in microns.
For general applications, tolerances may range around ±10–20 microns. However, industries such as aerospace, medical technology, and electronics often require much tighter tolerances, down to ±2–5 microns.
For example
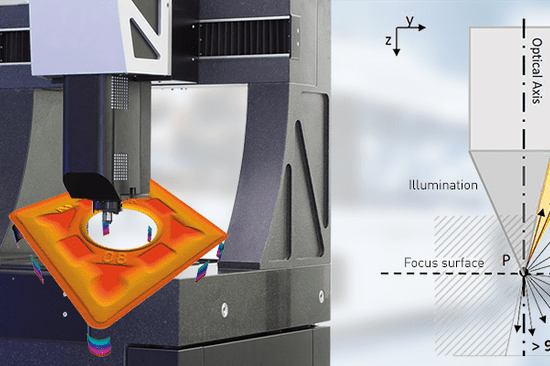
Achieving these tolerances depends not only on the die design but also on the accuracy of the manufacturing process itself. EDM (Electrical Discharge Machining) and precision grinding are widely used because they enable ultra-fine detail and high repeatability. Environmental factors such as temperature control during production can also influence the dimensional accuracy of a die.
Ultimately, the tighter the tolerances, the greater the need for advanced equipment, high-grade materials, and skilled die makers.
Die wear is an inevitable part of the die’s lifecycle, but understanding its causes helps extend operational life and prevent costly part defects.
The four most common wear mechanisms are:
When wear progresses, it manifests as stamping defects types such as
Poor die design, incorrect punch-to-die clearance, or insufficient lubrication can accelerate wear and defect rates.
By understanding the root causes of wear, manufacturers can optimize tool steel selection, apply coatings, or adjust process parameters to maximize die performance.
Find out how you can use Bruker Alicona measurement systems to extend die performance in this blog article:
👉The Secrets of outstanding Quality in Precision Dies
Manufacturing a precision die is a multi-step process that combines traditional craftsmanship with cutting-edge technology.
Once manufactured, dies are mounted in stamping presses, forming presses, or thread rolling machines for testing and validation. This ensures the die produces parts that meet specified tolerances and quality standards.
Nearly every manufacturing sector relies on precision dies, but their role varies depending on the industry.
Each of these industries places unique demands on die life, tolerances, and material choices. Automotive focuses on high-volume production, aerospace on extreme precision, and medical on safety and compliance. This diversity underscores the importance of understanding the fundamentals of precision die manufacturing across applications.
Precision die manufacturing is at the heart of modern industry. Dies define product quality, enable mass production, and determine manufacturing efficiency. Whether you are a student, a new engineer, or a professional in a die-making plant, mastering the basics of die design, materials, processes, and applications is essential.
Understanding the terminology, the machines, and the common challenges — from die wear to stamping defects — provides a solid foundation for contributing to this highly specialized field.
If you want to learn more about the role of optical metrology in precision die quality assurance, you should have a look at this blog article:
👉Why do others invest so much in modern measuring systems?
-550x366.jpeg)

die_Sonne-550x366.png "Bruker Alicona at AMB 2024 in Stuttgart")




_Nagel-550x366.jpg)


dieSonne-065-868x397-550x366.jpg)

dieSonne-120-550x366.jpg)






dieSonne-137-550x366.jpg)



-550x366.jpg)
dieSonne-(10)-2076x1706-550x366.jpg)

dieSonne-web-(102)-550x366.jpg "Rotation and tilt unit Real3DUnitX")
-550x366.jpg "knee implant measurement")
dieSonne-(23)-1706x1708-550x366.jpg "Key Regions of Turned Parts, Stamped Parts, Round Tools measured")
dieSonne-(01)-2277x1706-550x366.jpg "Production Metrology")

dieSonne-web-(21)-550x366.jpg "Turbine Blade with Cooling Holes")




dieSonne-(9)-550x366.jpg "Alicona Imaging GmbH goes Bruker Austria GmbH")

-1536x1536-550x366.jpeg)



-550x366.jpeg)


dieSonne-268-550x366.jpg)